Консультации по Дипломному Проектированию — Рекомендации к Дипломному Проектированию
Оглавление / Contents
- Рекомендации к ДП
Рекомендация к Защите, Задание, Титульный лист, Презентация, текст Доклада, и для примера Дипломный Проект, в прикреплённом файле. Пример Дипломного Проекта - как надо написать Дипломный Проект
Лекция: РАЗРАБОТКА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ КАРТЫ
Полный текст этого Дипломного Проекта в присоединительном файле: " Диплом для примера"
Использовать и как шаблон. Ссылки для скачивания выше. Надо просто скачать, изучить и написать подобное...
=======================================================================
Содержание
Введение
Описание конструкции5
Расчет нагрузки7
Климатические условия9
Обоснование выбора основного металла10
Выбор сварочных материалов11
Выбор и обоснование технологического оборудования13
Оборудование для сборки15
Расчет и выбор режимов сварки19
Выбор и обоснование методов контроля качества20
Технологическая карта22
Охрана труда27
Экономическая часть29
Заключение31
Список используемой литературы32
Введение
В настоящее время одной из актуальных проблем машиностроения является повышение качества и надежности конструкций при одновременном повышении производительности труда и автоматизации производства.
Правильно разработанный технологический процесс сварки обеспечивает получение не только надежных соединений и конструкций, отвечающим всем эксплуатационным требованиям, но и допускает максимальную степень комплексной механизации и автоматизации всего производственного процесса изготовления деталей, экономически выгоден по затратам на энергию, на сварочные материалы и по затратам человеческого труда. Преимущества сварных конструкций в настоящее время общепризнаны, такие конструкции повсеместно применяют взамен литых и клепаных соединений. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, увеличению производительности.
Балка представляет собой вертикальный несущий механизм, применяемый в различных сооружениях, который обладает двумя и более точками опоры. Балки применяются в машиностроении и строительстве как конструктивный элемент в форме бруса из стали, дерева и железобетона, работающий на изгиб.
Существует несколько их видов. Они классифицируются в зависимости от назначения, толщины полок и стенок, от нахождения граней полок, от способа производства и от технических характеристик.
Балки бывают:
выполненные из широкополочных двутавров;
двутавровые балки переменного сечения;
сварные балки из листового проката (коробчатые).
Уже давно и широко используется в строительстве балки коробчатого сечения. В проектируемом технологическом процессе изготовления балки коробчатого сечения особое внимание уделено повышению производительности труда, механизации и автоматизации сварочных работ за счет внедрения нового высокопроизводительного оборудования и применения новых сварочных материалов.
Описание конструкции
Балка коробчатого сечения представляет собой сварную конструкцию из четырёх металлических пластин, сваренных между собой с образованием замкнутого контура. Подобные конструкции нашли широкое применение в строительной отрасли в качестве различных видов опор и несущих конструкций. Преимущество применения балок коробчатого сечения заключается в том, что металл балки более полно работает при различного рода изгибах (по сравнению с цельнометаллической балкой), имея при этом сравнительно небольшую массу.
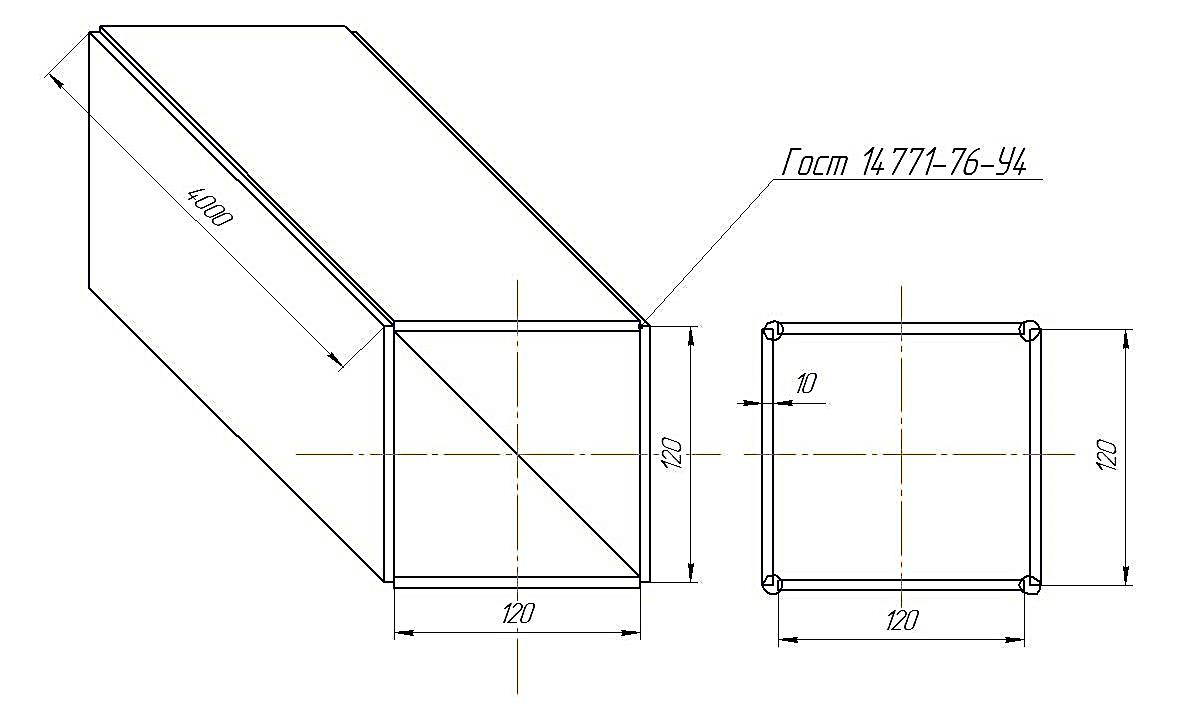
Рис.1. Балка коробчатого сечения
Условия эксплуатации конструкции нормальные, интервал рабочих температур от -30 до +50 градусов. Конструкция должна выдерживать предельно допустимые нагрузки в течение расчетного срока службы, обеспечить долговечность и надежность, предусматривать возможность технического освидетельствования, ремонта и контроля металла в соединении.
Качество сварных конструкций определяется:
рациональной конструкцией;
качеством основного материала; качеством сварочных материалов,;
качеством сборки детали;
качеством подготовки поверхности деталей под сварку;
уровнем разработанного технологического процесса, степенью автоматизации сборочно-сварочных операций;
квалификацией сварщиков, операторов и наладчиков, общей культурой производства;
качеством сварного шва: т.е. выполненного без дефектов, в соответствии требованию прочности, плавным переходам к основному материалу.
Под технологичностью понимают конструктивные оптимальные формы, которые отвечают служебному назначению изделия, обеспечивают работу в пределах заданного ресурса, позволяют изготовить изделие с минимальными затратами материала, труда, времени.
Конструкцию можно считать технологичной, когда:
Материал обладает хорошей свариваемостью, не склонен к образованию холодных и горячих трещин, охрупчиванию, не чувствителен к образованию закаленных структур, малая склонность к красноломкости, хладноломкости, жаропрочен, коррозионно-стойкий.
Конструкция изделия позволяет применять механизацию и автоматизацию сборки, сварки и транспортных операций.
Конструкция может обеспечить свободный подход электродов к месту сварки, т.е. тип соединения - открытый.
Расчет нагрузки
Определим опорные реакции:
Определим изгибающий момент в сечении под сосредоточенной силой:
Определим изгибающий момент в середине пролёта:
Определим поперечную силу в сечении под сосредоточенным грузом:
Определим поперечную силу на опоре:
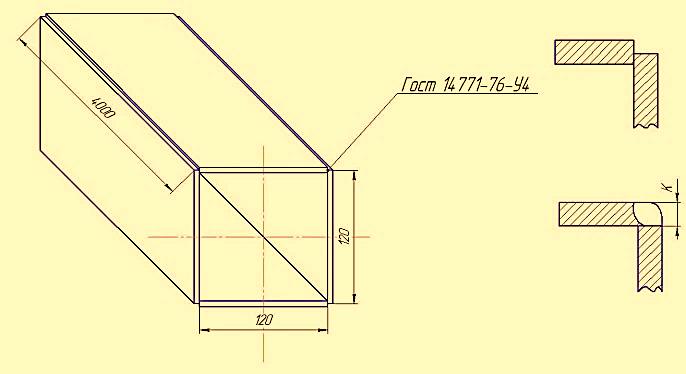
Таким образом, величиной максимального момента для балки является:

Рис.2. Угловое соединение - У4
Климатические условия
Район строительства является город Новосибирск. По схематической карте районирования строительно-климатической зоны СНиП 23-01-99 "Строительная климатология" определяем – наименее суровые условия эксплуатации IВ (таблица 1).
Таблица 1 Температура наружного воздуха
|
Средняя по месяцам |
Наиболее холодных суток обеспеченностью 0,92 |
Наиболее холодной пятиднев ки обеспеченностью 0,92 |
|||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
|
|
-20,6 |
-18,1 |
-9,4 |
1,0 |
8,5 |
14,8 |
17,6 |
15,0 |
8,2 |
0,5 |
-10,4 |
-18,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-39 |
-36 |
Ориентирование проектируемого здания по ветру производилось в соответствии с розой ветров по СНиП 2.01.01-81 «Строительная климатология и геофизика»: торцом в направлении наиболее сильных и частых ветров (таблица 2).
Таблица 2 Данные для построения розы ветров
|
Месяц |
С |
СВ |
В |
ЮВ |
Ю |
ЮЗ |
З |
СЗ |
|
|
Январь |
Повторяемость, % |
6 |
9 |
14 |
34 |
3 |
1 |
7 |
26 |
|
Скорость ветра, м/с |
1,3 |
1 |
1,6 |
2,9 |
2,1 |
0,7 |
2 |
2,8 |
|
|
Июнь |
Повторяемость, % |
4 |
2 |
5 |
32 |
9 |
6 |
18 |
24 |
|
Скорость ветра, м/с |
2 |
1,3 |
1,8 |
2,2 |
1,7 |
1,4 |
2,3 |
3 |
В зимний и летний период по интенсивности и частоте повторения преобладают юго-восточные и северо-западные.
Глубина промерзания грунта в г. Новосибирске составляет 2 м.
ПОЗ (проектная отметка земли): - 0,5 м.
Обоснование выбора основного металла
Конструкция изготавливается из стали 09Г2 ГОСТ 19281-89 «Прокат из стали повышенной прочности». В таблицах 3, 4 и 5 приведены химический состав, механические и физические свойства стали.
Таблица 3 Химический состав стали 09Г2
|
Элемент |
Si |
Mn |
Cu |
As |
Ni |
S |
C |
P |
Cr |
|
Содержание, % |
0,17ч 0,37 |
1,4ч 1,8 |
≤ 0,30 |
≤ 0,08 |
≤ 0,3 |
≤ 0,04 |
≤0,12 |
≤ 0,035 |
≤ 0,3 |
Таблица 4 Механические свойства при Т=20oС
|
Сортамент |
Размер,мм |
уB, МПа |
уT, МПа |
у5, % |
ш, % |
KCU, кДж / м2 |
|
Лист |
4 |
450 |
310 |
21 |
- |
- |
Таблица 5 Физические свойства стали 09Г2
|
Температура испытания, єС |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
Е, ГПа |
204 |
|
|
|
|
|
|
|
|
|
|
с, кг/см3 |
7790 |
|
|
|
|
|
|
|
|
|
|
л, Вт/(м·єС) |
|
|
38 |
37 |
36 |
|
|
|
|
|
Популярность и спрос на сталь 09Г2 обусловлен высокими механическими свойствами при изготовлении металлических элементов строительных конструкций. Сооружения из этой стали способны работать в условиях от-70 до 450°С.
Марка стали 09Г2 обладает:
повышенной морозостойкостью и возможностью применять ее в условиях крайнего Севера;
высокой прочностью, что позволяет использовать ее в элементах мостостроения, машиностроения и других ответственных сооружениях;
низкой стоимостью монтажных работ, вследствие ненадобности предварительных процедур подогрева металла и последующей термической обработки, таких как закалка, отпуск, отжиг.
Низколегированные стали 09Г2 находят применение при производстве широкого ассортимента проката и труб.
Для углеродистых и низколегированных сталей стойкость сварного соединения против образования горячих и холодных трещин оценивается косвенным способом по эквиваленту углерода.
Оценка стойкости углеродистых сталей против образования горячих трещин по эквиваленту углерода:
Сталь не склонна к горячим трещинам.
Оценка стойкости углеродистых сталей против образования холодных трещин по эквиваленту углерода:
Сталь не склонна к холодным трещинам.
Выбор сварочных материалов
Сварочная проволока Св-08ГС служит для подвода электрического тока в зону сварки, а также дополнительным металлом, участвующим в образовании шва. Поверхность сварочной проволоки должна быть гладкой, без окалины, ржавчины, масла и других загрязнений. Сварочная проволока поставляется в бухтах и в катушках.
Проволока для механизированной сварки в среде углекислого газа.
Применим проволоку Св-08ГС ГОСТ 2246-70 «Проволока стальная сварочная».
Таблица 6 Химический состав проволоки Св-08ГС
|
Обозначение |
Массовая доля элементов, % |
||||||||
|
|
C |
Mn |
Si |
Cr |
Ni |
Mo |
Ti |
S |
P |
|
Св-08ГС |
≤0,1 |
1,40 ч 1,70 |
0,60 ч 0,85 |
≤0,20 |
≤0,25 |
- |
- |
≤0,0250 |
≤0,030 |
Сварочная углекислота.
Согласно ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая» поставляется трех видов: высшего, первого и второго сортов. Для сварки рекомендуется использовать углекислоту высшего и первого сорта. Применение углекислоты второго сорта для сварки допускается, однако желательно наличие осушителей газа. Допустимое содержание углекислого газа и некоторых примесей в различных марках углекислоты приведено в таблице 7.
Таблица 7 Характеристики марок углекислоты
|
Марка углекислоты |
Высший сорт |
Первый сорт |
Второй сорт |
|
Объемная доля углекислого газа, % |
99,8 |
99,5 |
98,8 |
|
Доля воды, % |
нет |
нет |
≤0,1 |
|
Содержание водяных паров, г/м3 |
≤0,037 |
≤0,184 |
Не нормируется |
Для извлечения влаги из углекислого газа применяется осушитель газа. Он представляет собой корпус, заполненный материалом (обычно силикагелем, медным купоросом или алюмогелем), хорошо впитывающим влагу.
Таким образом, в моем дипломном проекте используются:
Для прихватки и предварительной подварки корня шва механизированной сваркой в среде углекислого газа:
проволока сварочная Св-08ГС ГОСТ 2246-70;
двуокись углерода сварочная 1-го сорта ГОСТ 8050-85;
Выбор и обоснование технологического оборудования
Для обеспечения качественного проплавления притупления при наложении подварочного шва, а также исключения прожогов и вытекания расплавленного металла с обратной стороны шва, воспользуемся инверторным источником питания ДC400.33УКП фирмы «Технотрон» с управляемым каплепереносом (рис.3).
Благодаря «покапельному» управлению переносом металла, аппарат ДC400.33УКП позволяет выйти на новый качественный уровень сварки, при котором ведется независимое управление сварочным током и скоростью подачи проволоки при помощи быстродействующего микропроцессора и обратных связей, позволяющих контролировать и изменять параметры сварочной дуги более 1000 раз в секунду. Технология позволяет повысить производительность, исключить прожоги, снизить требования к точности подготовки кромок под сварку.

Рис.3. Сварочный источник ДC400.33УКП
Особенности аппарата ДC400.33УКП:
резкое снижение уровня разбрызгивания;
отсутствие деформаций металла за счет четкого управления тепловложением;
гарантированное проплавление и обратный валик;
качество сварки сравнимое с аргонодуговой, при производительности в 3-5 раз выше;
цифровая индикация тока и напряжения сварки;
питание, как от стационарной сети, так и от дизель-генератора.
Таблица 8 Технические характеристики источника питания ДC400.33УКП
|
Наименование параметра |
Значение |
|
Напряжение питания, В |
380, +10% -15% |
|
Потребляемая мощность, кВА, не более |
20 |
|
Номинальный режим работы ПН, % (при +40oС) |
60 |
|
Максимальный ток при ПН=100%, А |
300 |
|
Диапазон рабочих температур, oС |
От -40 до +40 |
|
Масса, кг |
44 |
|
Габаритные размеры, мм |
610х280х535 |
|
Напряжение питания, В |
380, +10% -15% |
|
Потребляемая мощность, кВА, не более |
20 |
|
Номинальный режим работы ПН, % (при +40oС) |
60 |
Также применим подающий механизм ПМ-4.33 (рис.4) при работе с аппаратом ДС400.33, ДС400.33УКП и им подобными.
Особенности ПМ-4.33:
цифровая индикация скорости подачи проволоки, сварочного тока и напряжения;
плавная регулировка скорости подачи сварочной проволоки и напряжения на дуге;
цифровое задание всех параметров сварки;
плавное зажигание дуги, благодаря установке замедления проволоки вначале сварки;

Рис.4. Подающий механизм ПМ-4.33
установка времени продува в начале сварки и обдува газа после ее окончания;
плавное гашение дуги, благодаря установке замедления проволоки при окончании сварки;
четырехроликовый механизм подачи;
зубчатое зацепление подающих и прижимных роликов;
регулируемое усилие прижима;
возможна эксплуатация на удалении до 50м от сварочного источника;
отсекатель защитного газа;
дистанционное управление скоростью подачи проволоки;
возможность работы в непрерывном 2-х и 4-хтактном режиме.
Таблица 9 Технические характеристики подающего механизма ПМ-4.33
|
Наименование параметра |
Значение |
|
Напряжение питания, В |
~36В |
|
Потребляемая мощность, кВА, не более |
0,2 |
|
Скорость подачи проволоки, м/сек |
1-17 |
|
Диаметр проволоки, мм - Сплошной |
0.6-1.6 |
|
Диапазон рабочих температур, °С |
От -40 до +40 |
|
Масса, кг |
14 |
|
Габаритные размеры, мм |
580х202х423 |
При сварке плавящимся электродом в среде защитных газов шов образуется за счет проплавления основного металла и расплавления дополнительного - электродной проволоки. Дуга горит между концом непрерывно расплавляемой проволоки и изделием. Проволока попадает в зону дуги с помощью механизма со скоростью, равной средней скорости ее расплавления. Расплавленный металл электродной проволоки переходит в сварочную ванну и, таким образом, участвует в формировании шва.
К достоинствам дуговой сварки в защитных газах относятся:
высокая степень концентрации дуги, обеспечивающая минимальную зону структурных превращений и относительно небольшие деформации изделия;
высокая производительность;
эффективная защита расплавленного металла, особенно при применении в качестве защитной среды инертных газов;
возможность наблюдения за ванной и дугой;
низкая стоимость выполнения сварочных работ при применении в качестве защитной среды активных газов;
возможность сварки металлов различной толщины (от десятых долей миллиметра до десятков миллиметров);
отсутствие необходимости применения флюсов или обмазок;
широкая возможность автоматизации и механизации;
возможность сварки в различных пространственных положениях;
возможность металлургического влияния на металл шва за счет регулирования состава проволоки и защитного газа.
Недостатки:
необходимы меры по снижению разбрызгивания;
сквозняки ухудшают газовую защиту дуги, поэтому сварка на открытом воздухе затруднена;
необходимость применения защитных мер против световой и тепловой радиации дуги.
Оборудование для сборки
Огромное значение для комплексной механизации процесса сварки имеет наличие в составе сварочной установки механического и вспомогательного сварочного оборудования, так как продолжительность процесса сборки и сварки составляет соответственно около 30% и 33%.
Для уменьшения трудоемкости и продолжительности работы, повышения качества и снижения себестоимости изделия применяют механизированные приспособления для сборки свариваемой конструкции и перемещения ее в процессе сварки. К этому оборудованию относятся: приспособления и механизмы для укладки, наклона и вращения свариваемых изделий (стенды, стеллажи, кондукторы, кантователи, манипуляторы); для крепления и перемещения сварочных аппаратов (колонны, тележки, порталы); для обслуживания зоны сварки (площадки, балконы, люльки). Механическое сварочное оборудование можно с успехом использовать при изготовлении сварных узлов и конструкций на строительно-монтажной площадке, в мастерских, на базах строительно-монтажных управлений, в трубозаготовительных цехах и в цехах металлоконструкций.
Применим цепной кантователь, чтобы обеспечить удобство проведение сварочных работ с обеих сторон коробчатой балки.
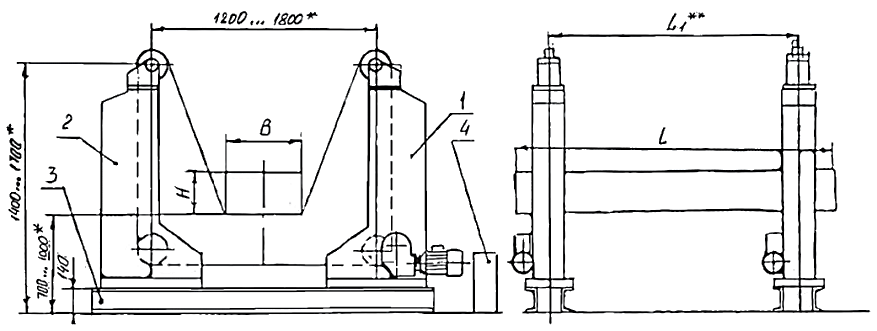
Рис.5. Цепной кантователь
Расчет и выбор режимов сварки
Для осуществления предварительной прихватки деталей и последующей подварки корня шва используется механизированная сварка плавящимся электродом в среде углекислого газа.
Таблица 10 Режимы сварки в среде СО2
|
Параметр |
Значение |
|
Род тока |
постоянный, обратной полярности |
|
Диаметр электродной проволоки, мм |
2 |
|
Сила тока, А |
190 |
|
Напряжение дуги, В |
30 |
|
Скорость сварки, м/ч |
20 |
|
Расход защитного газа, л/мин |
15 |
|
Вылет электрода, мм |
13 |
|
Расстояние от сопла горелки до изделия, мм |
10 |
Сварка производится постоянным током обратной полярности. Рассчитаем параметры режима исходя из условия заполнения разделки в один проход, чтобы исключить возможные трудности, связанные с очищением шва от шлаковой корки (при многопроходной сварке) и повышения производительности.
Установим требуемую глубину провара.
При сварке по предварительной подварке корня шва, необходимость обеспечения проплавления на всю толщину металла отпадает. Поэтому ограничимся проплавлением 80%.
где S – толщина металла, мм. В данном случае S = 10 мм.
Установим силу сварочного тока, обеспечивающего заданную глубину проплавления.
где  - коэффициент пропорциональности, величина которого зависит от условий проведения сварки. Значение коэффициента для механизированной сварки проволокой диаметром d = 4 мм равно 1,15
- коэффициент пропорциональности, величина которого зависит от условий проведения сварки. Значение коэффициента для механизированной сварки проволокой диаметром d = 4 мм равно 1,15
Найдём значение плотности тока в проволоке.
Такое значение является допустимым для данного вида сварки и диаметра проволоки.
Определим оптимальное напряжение дуги.
Определим скорость сварки.
где  – коэффициент наплавки, г/А·ч. Для данного тока, диаметра проволоки и вида сварки
– коэффициент наплавки, г/А·ч. Для данного тока, диаметра проволоки и вида сварки  ч
ч
γ – плотность наплавляемого металла,
Определим скорость подачи электродной проволоки.
Применяем: тип соединения – угловое, форма подготовленных кромок – без скоса кромок, характер сварного шва – одностороннее, условное обозначение соединения – У4ГОСТ 14771-76«Дуговая сварка в защитном газе».
Рис.6. Угловое соединение - У4
Выбор и обоснование методов контроля качества
Для контроля качества балки коробчатого сечения применяют:
визуально-измерительный контроль (ВИК);
ультразвуковой контроль (УЗК).
Визуально-измерительных контроль сварных швов балки коробчатого сечения осуществляется сварщиком.
Внешним осмотром (ВИК) проверяют качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки и качество готовых сварных соединений. Обычно внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля.
Внешним осмотром невооруженным глазом или с помощью лупы выявляют, прежде всего, дефекты швов в виде подрезов, наплывов. Многие из этих дефектов, как правило, недопустимы и подлежат исправлению.
Внешний вид поверхности шва характерен для каждого способа сварки, а также для пространственного положения, в котором выполнялась сварка Сварщик помимо контроля режимов сварки (тока, напряжения, скорости сварки и т. п.) и стабильности горения дуги следит за правильностью выполнения валиков в многослойных швах.
Сварные швы часто сравнивают по внешнему виду со специальными эталонами. Геометрические параметры швов измеряют с помощью шаблонов или измерительных инструментов сварщиком и ОТК.
Только после проведения визуального контроля и исправления недопустимых дефектов сварные соединения подвергают УЗК для выявления внутренних дефектов.
Для выявления дефектов сварных швов балок коробчатого сечения, такие как – поры и трещины - применяют ультразвуковой метод контроля качества в соответствие с ГОСТом 23118-99.
Ультразвуковой контроль сварных соединений (УЗК) - это неразрушающий контроль качества сварных соединений, проводимый в рамках строительной экспертизы металлоконструкций. Ультразвуковой контроль сварных соединений является эффективным способом выявления дефектов сварных швов и металлических изделий, залегающих на глубинах от 1-2 миллиметров до 6-10 метров.
Технологическая карта
|
Объект |
Организация-подрядчик работ |
Шифр карты |
|
|
Технология сборки и сварки балки коробчатого сечения |
НТК |
НТК- С-413 |
|
|
Способ сварки:полуавтоматическая сварка Тип шва:У4 Тип соединения:угловое Положение при сварке:в лодочку Вид соединения:одностороннее |
Основной материал:сталь 09Г2 Номер ГОСТа, ТУ:ГОСТ 19281-89 Эквивалент углерода:макс. 0,43% Типоразмер: 120х120х4000мм Метод подготовки:механическая резка, шлифовка, зачистка, сборка, сварка Способ сборки: с использованием прихваток, цепной кантователь Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: от16-17 шт., длиной 30 мм |
||
|
Присадочные материалы (наименование, марка, размер, тип): проволокой Св-08ГС |
|||
|
Защитный газ:двуокись углерода сварочная 1-го сорта Расход защитного газа:15 л/мин. |
|||
|
Сварочное оборудование: инверторный источник питания ДC400.33УКП Вспомогательный инструмент:УШМ, щетка, молоток, Измерительный инструмент: УШС-3, Лупа 10 - кратная выдвижная со светодиодной подсветкой, |
|||
|
Сушка/прокалка сварочных материалов перед сваркой: не подлежит |
|||
|
После сварочная термообработка (метод, температура, скорость нагрева и охлаждения): высокий отпуск на протяжении 1 часа при температуре 300-400 ºС, с последующим медленным охлаждением до 300 ºС и завершением процедуры на открытом воздухе |
|||
|
Эскиз №1. Конструкция соединения |
Эскиз №2. Порядок сварки и конструктивные элементы шва |
||
|
|
|
||
|
Организация-разработчик: |
|||
|
Редакция: |
Дата: |
Стр.: |
Всего стр.: |
 3079750443865
3079750443865 662940415290
662940415290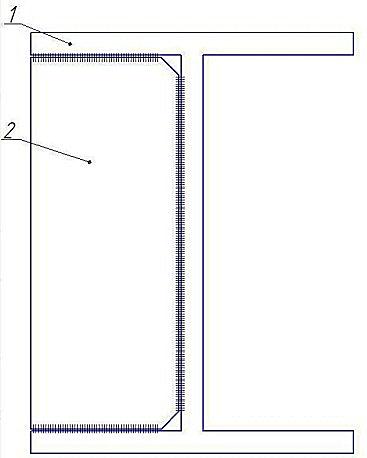 690880-3089275
690880-3089275|
Объект |
Организация-подрядчик работ |
Шифр карты |
|||
|
Технология сборки и сварки балки коробчатого сечения |
НТК |
НТК- С-413 |
|||
|
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ |
|||||
|
Номер шва |
Диаметр проволокимм |
Род и полярность тока |
Сила сварочного тока, А |
Напряже-ние, В |
Скорость сварки, м/мин |
|
Прихватка и «корень» шва |
2 |
Постоянный, обратная |
190 |
30 |
0,20 |
|
Заполняющие слои |
2 |
Постоянный, обратная |
160 |
25 |
0,20 |
|
Облицовочный |
2 |
Постоянный, обратная |
190 |
30 |
0,20 |
|
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||
|
Операция |
Оборудование и инструмент |
||||
|
1. Очистка. Очистить металл от заусениц, загрязнений. Осмотреть поверхность и кромки. На кромках не должно быть надрывов и трещин. |
Ветошь, щетка, УШМ |
||||
|
2. Подготовка к сборке. Зачистить до металлического блеска поверхности кромок и приле |