Технология производства сварных конструкций — Применяемые средства нагрева при термической обработке
Оглавление / Contents
- Вопросы к Лекции: Применяемые средства при Термической обработке
1. Для чего необходима - Термическая обработка стали?
2. Какие существуют виды - Термической обработки стали?
3. Что такое - Индукционный способ обработки стали?
4. В каких случаях производят Термическую обработку низкоуглеродистой стали?
5. В чем разница в таких видах Термической обработки, как - Нормализация и Высокий отпуск?
6. Что произойдёт после сварки, если не не производить Термическую обработку изделий из среднеуглеродистой стали?
7. Для чего после сварки производят Закалку и Высокий отпуск изделий из среднеуглеродистых сталей?
8. Для чего производят такой вид Термической обработки как - Закалка?
9. Какой вид Термической обработки необходимо выполнить - для повышения пластичности сварного соединения?
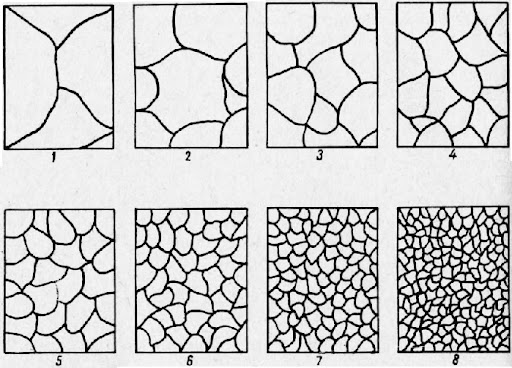
10. что меняется в структуре металла после - Термической обработки?
Применяемые средства нагрева при термической обработке
При термообработке сварных соединений нагрев изделий производят индукционным электропечным и газопламенным способами.
Индукционный способ заключается в нагреве изделия электрическим током, индуктируемым в нагреваемом изделии переменным электрическим полем.

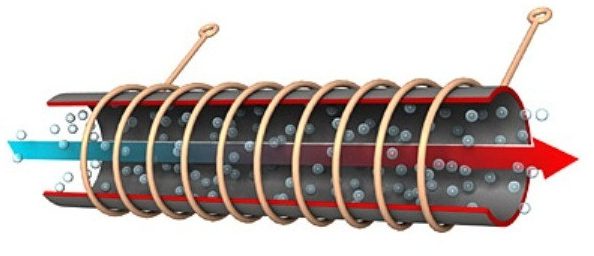
Используют в основном токи промышленной частоты (50 Гц), но могут применяться и токи повышенные (8000 Гц).
Способ обычно применяют при закалке.
При термообработке сварных соединений труб широко применяют одно- или двухсекционные гибкие индукторы, питающиеся от сварочных трансформаторов.
Газопламенный способ

Газопламенный способ не обеспечивает равномерного нагрева сварных соединений при толщине стенки выше 25…30 мм и не дает возможность точно регистрировать величину температуры.
Нагрев сварных стыков труб обычно ведут двумя горелками. Для обеспечения замедленного охлаждения стык могут закрывать асбестовой манжетой. Нагрев также может осуществляться в газовых печах.
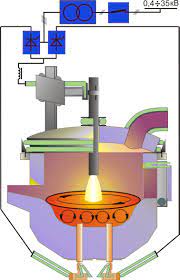
В электропечах периодического действия нагреваемые изделия загружают в рабочую камеру и постепенно нагревают их до заданной температуры, а затем вынимают.
В электропечах непрерывного действия изделия движутся по длине печи и выходят из печи с заданным нагревом.
Выбор видов и параметров режима термической обработки конструкций
Низкоуглеродистые стали хорошо свариваются всеми способами сварки плавлением.
В тех случаях, когда сварная конструкция имеет большую жесткость, или она изготовлена из толстолистового металла, назначают термическую обработку для снятия сварочных напряжений.
Как правило, это Нормализация при температуре 900...940 ° С или Высокий отпуск при температуре 650...700 °С.
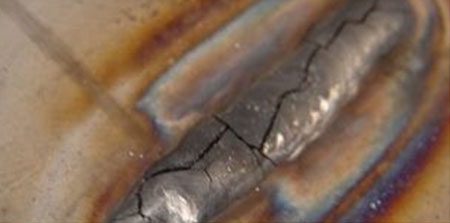
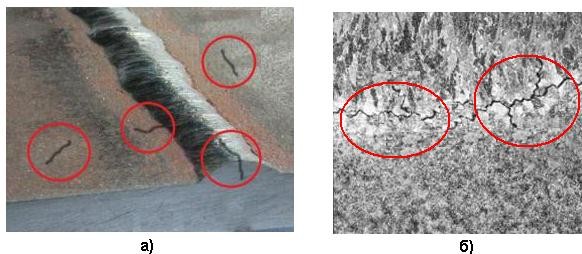
Среднеуглеродистые стали при сварке имеют низкую стойкость металла шва против трещин и склонны к образованию закалочных структур в шве и околошовной зоне.

Для сварки такого рода сталей применяют предварительный общий подогрев изделия до температуры 250... 300 °С.
После сварки обычно производят закалку и высокий отпуск стали для выравнивания свойств и снятия сварочных напряжений.
В зависимости от размеров сварной конструкции и наличия оборудования для термической обработки сварные соединения из среднелегированных сталей могут как подвергаться, так и не подвергаться термической обработке.
После термической обработки (закалка + высокий отпуск) сварные соединения становятся - равноценными основному металлу по всем физико-химическим свойствам, при условии одинаковости химического состава металла шва и основного металла.
В ряде случаев механические свойства шва выше, чем у основного металла из-за благоприятной первичной кристаллизации и большей химической однородности металла шва.
Грубозернистая структура участка перегрева околошовной зоны полностью ликвидируется после термической обработки.
Иногда для повышения механических свойств и снятия сварочных напряжений применяют высокий отпуск (нагрев до 600...650°С) или низкий отпуск (200...300°С).
Высокий отпуск для таких сталей более эффективен, так как обеспечивает полное снятие сварочных напряжений и частично устраняет закалку металла шва и околошовной зоны.
При этом прочность немного понижается, пластичность и ударная вязкость существенно возрастают.
Однако высокий отпуск не обеспечивает перекристаллизации металла и не может полностью устранить структуру закалки.

Низкоуглеродистые хромистые ферритные и мартенситные стали толщиной до 10 мм можно сваривать без предварительного подогрева, не опасаясь появления холодных трещин.
Если сварку проводят электродами из хромистой мартенситной или ферритно-мартенситной стали, то сразу же после сварки, во избежание появления холодных трещин -
- и для повышения пластичности сварного соединения, необходимо провести отпуск при температуре 700...750 °С.
Низкоуглеродистые хромистые стали толщиной свыше 10 мм желательно сваривать с предварительным подогревом до 150...180 °С.

Высокоуглеродистые хромистые стали необходимо сваривать с подогревом независимо от толщины изделия.
В зависимости от размеров сварной конструкции и наличия оборудования для термической обработки сварные соединения из среднелегированных сталей могут как подвергаться, так и не подвергаться термической обработке.
Иногда для повышения механических свойств и снятия сварочных напряжений в сварных соединениях из среднелегированных сталей применяют высокий (600...650°С) или низкий (200... 300°С) отпуск.

Высокий отпуск более эффективен, так как обеспечивает полное снятие сварочных напряжений и частично устраняет закалку металла шва и околошовной зоны.
При этом прочность немного снижается, пластичность и ударная вязкость существенно возрастают. Однако высокий отпуск не обеспечивает перекристаллизации металла и не может полностью устранить структуру закалки.
Поэтому при сварке нужно применять меры по измельчению структуры металла шва.
При сварке хромистых жаропрочных сталей, склонных к резкой закалке, возможно образование холодных трещин в шве и в околошовной зоне.

Поэтому при сварке сталей такой группы обязательным условием является предварительный и сопутствующий подогрев металла до температуры не менее 250... 300 °С с последующим отпуском после сварки.
Режимы предварительного подогрева сталей перед сваркой
Сталь |
Температура подогрева, °С |
Низкоуглеродистая |
120... 150 (при многослойной сварке) |
Среднеуглеродистая |
150...300 |
Высокоуглеродистая |
300...450 |
Низколегированная |
200... 250 |
Легированная конструкционная |
До 400 |
Теплоустойчивая |
250...400 |
Жаропрочная аустинитная |
Без подогрева |
Виды и режимы термообработки сталей после сварки
Сталь |
Виды и режимы термообработки |
Углеродистая |
Отпуск при температуре 650...670 °С, иногда нормализация при температуре 920...940 °С с последующим отпуском |
Низколегированная |
Отпуск при температуре 670...700°С |
Легированная конструкционная |
Отпуск или закалка в зависимости от требований к сварной конструкции |
Теплоустойчивая |
Отпуск при температуре 720...740 °С при толщине до 10 мм и при температуре 700...730°С при толщине свыше 10 мм |
Жаропрочная мартенситного или ферритного классов |
Отпуск при температуре 700...800°С |