МДК 02.01 — СОЕДИНЕНИЯ СВАРНЫЕ
Оглавление / Contents
- Вопросы к Лекции: Соединения сварные
1. Что такое сварной шов?
2. Что такое - Зона основного металла со структурными изменениями?
3. Что такое ЗТВ?
4. Что такое - Тип сварного соединения?
5. Что такое – Зазор, Притупление, Угол скоса кромки, Угол разделки кромок?
6. Что такое НЕПРОВАР?
7. Откуда берётся необходимый дополнительный металл для заполнения разделки?
8. Что такое - разделка?
9. Что такое корень шва?
10. Что такое усиление шва?
11. Что такое обратный валик?
СОЕДИНЕНИЯ СВАРНЫЕ
применяемые при изготовлении Металлоконструкций
Сварной конструкцией - называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки.

СВАРНЫЕ УЗЛЫ
Сварной узел - представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.

СВАРНЫЕ ШВЫ

Сварной шов - представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва - сплав, образованный переплавленным основным или основным и наплавленным металлами.
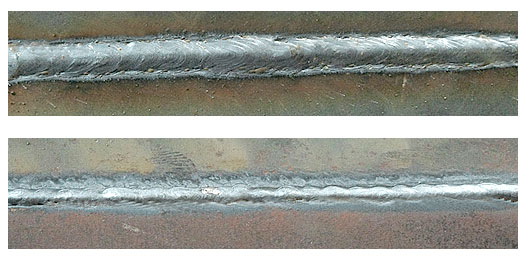
Валик - металл сварного шва, наплавленный или переплавленный за один проход.
Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.


Основной металл - металл деталей, подлежащий соединению сваркой.
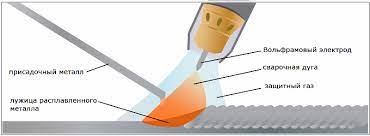

Присадочный металл - металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу.

Наплавленный металл - переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл.

Обратным валиком - называют хорошо сформированный валик корневого шва с противоположной стороны ведения сварки.
Соединения сварные применяемые при изготовлении металлоконструкций
ГОСТ 14771-76, ГОСТ 5264-80
Определение понятий: сварное соединение, сварной шов, кромки.
Техника выполнения сварных швов в зависимости от типа соединения
Термины и определения ГОСТ 2601-84
Сварным соединением - называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки.
В сварное соединение входят:
1. сварной шов
2. прилегающая к шву зона основного металла со структурными и другими изменениями (в зоне термического воздействия)
3. примыкающие к ЗТВ участки основного металла
Работоспособность сварного изделия
Работоспособность сварного изделия определяется:
- типом сварного соединения (четыре основных типа)
2. формой и размерами сварных соединений и швов (геометрией)
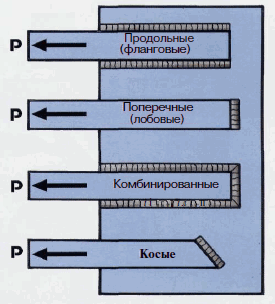
3. расположением относительно действующих сил (нагрузки)
4. плавностью перехода от сварного шва к основному металлу (сплошность валика)
При выборе типа сварного соединения - учитывают:
- условия эксплуатации (статические или динамические нагрузки),
- способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях),
- экономию основного металла, электродов и др.
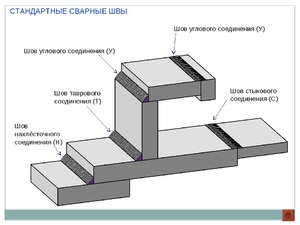
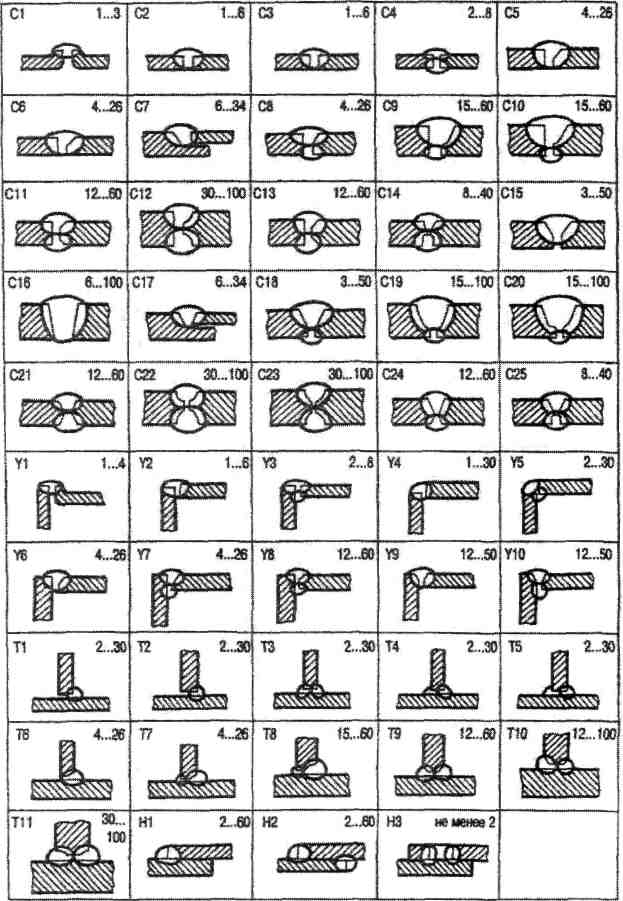
Типы сварных соединений
По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений:
1. стыковые
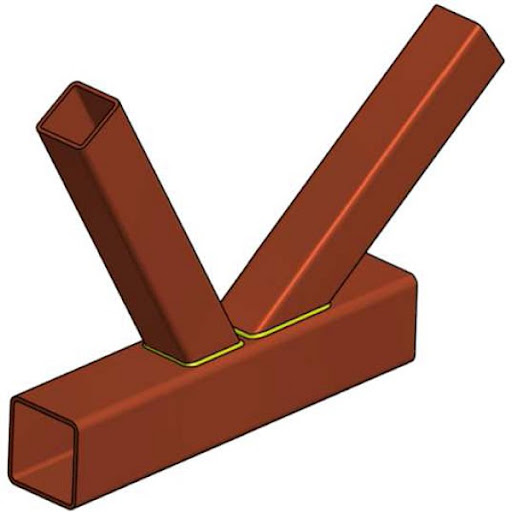
2. угловые
3. тавровые
4. нахлѐсточные

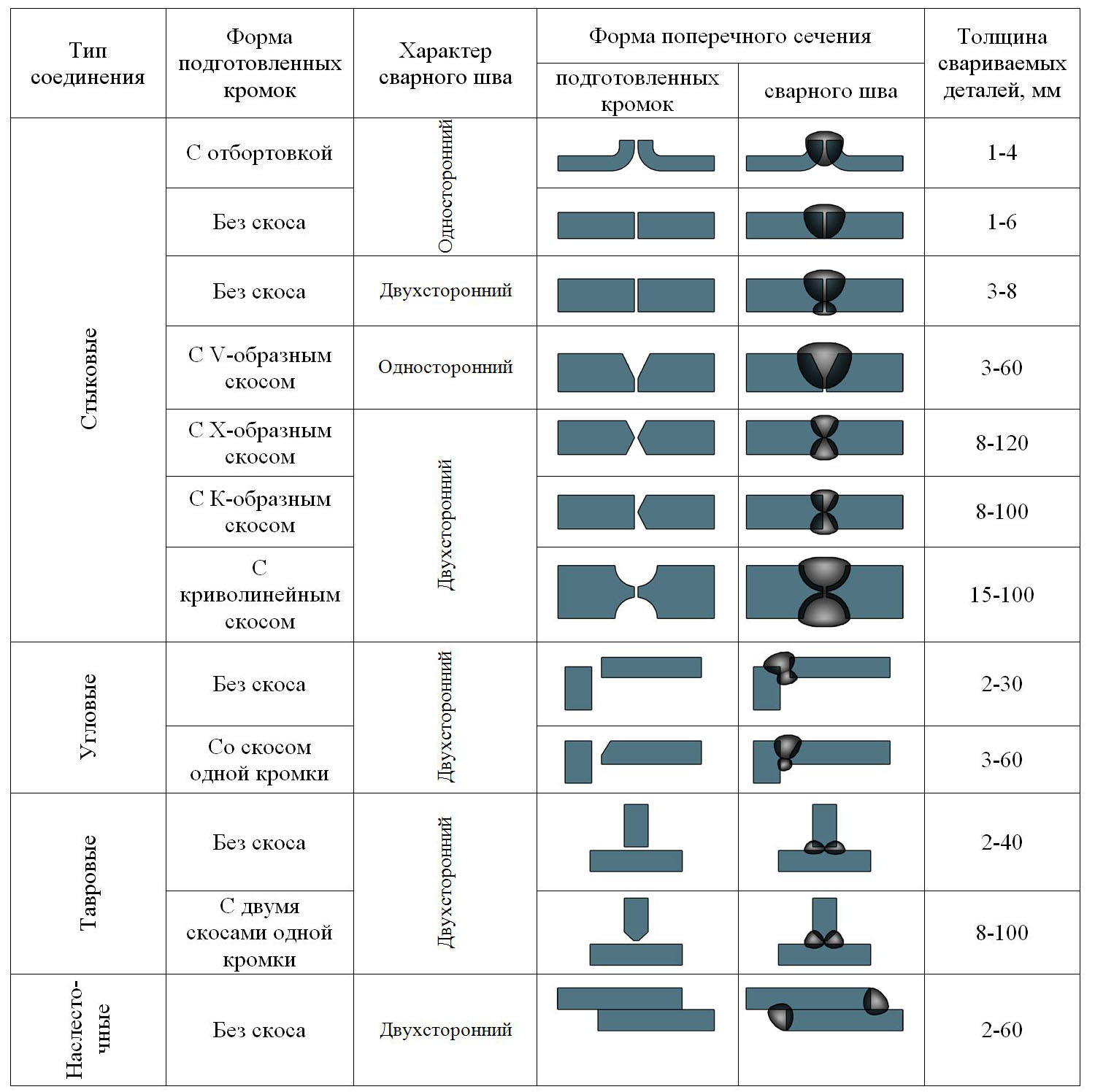
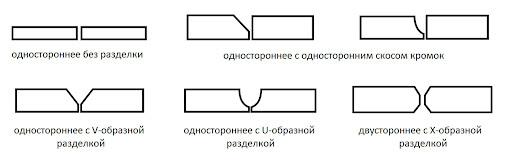
По этому признаку различают следующие основные типы стыковых швов:
1. с отбортовкой кромок
2. без разделки кромок - односторонние и двусторонние
3. с разделкой одной кромки - односторонней, двусторонней
4. с прямолинейной или криволинейной формой разделки
5. с односторонней разделкой двух кромок
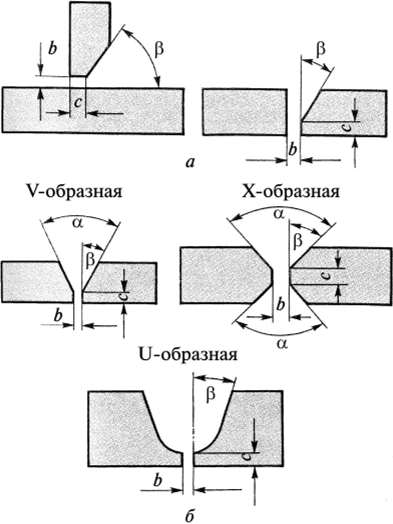
6. с V- образной разделкой
7. с двусторонней разделкой двух кромок
8. Х-образной разделкой. (разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму)
9. U-образная разделка.
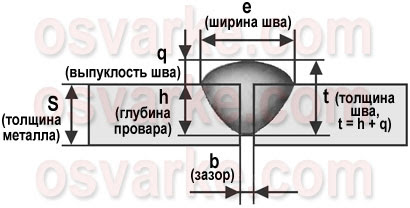
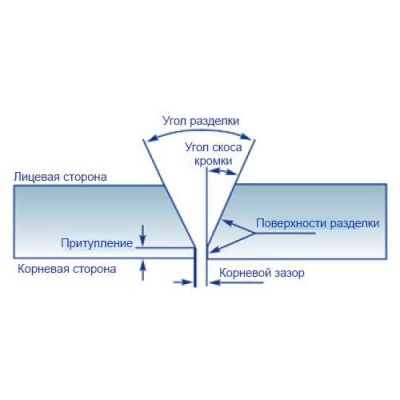
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента:
1. Зазор (необходимое расстояние между свариваемыми заготовками)
2. Притупление 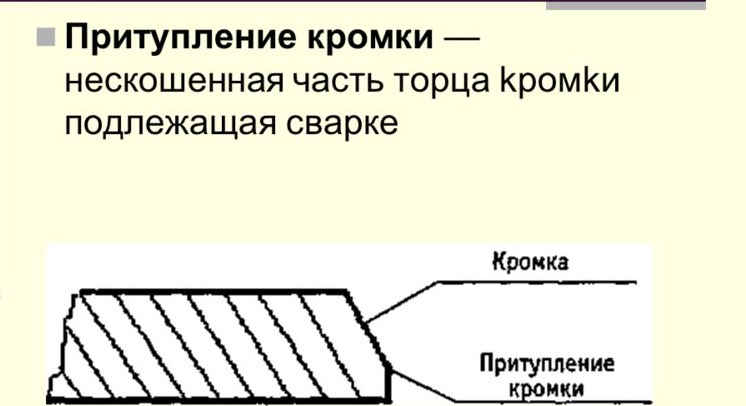
3. Угол скоса кромки (при механической разделке такой угол обеспечивает ширину, глубину и расстояние чтобы при дальнейшей сварке обеспечить ПРОВАР)
4. Угол разделки кромок
Существующие способы дуговой сварки без разделки кромок, позволяют сваривать металл ограниченной толщины (при односторонней сварке) ручной - до 4 мм, механизированной под флюсом - до 18 мм.
При сварке металла большой толщины необходимо разделывать кромки.
Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки.
например, Х- образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла

Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика.
ПРОВАР – проварить значит создать соединение, в котором основной и электродный металлы смешались и создали однородный металл.
Глубина провара
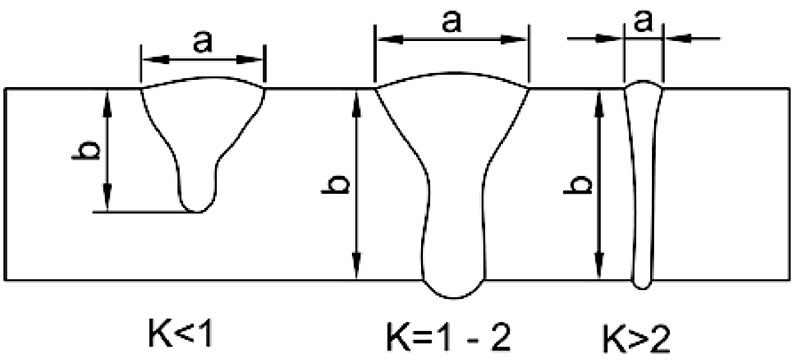
В стыковых и особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
На формирование обратного валика влияют:
- сила тяжести расплавленного металла сварочной ванны,
- величина притупления кромок и зазор между ними,
- угол разделки кромок,
- режим сварки - давление сварочной дуги,
- и величина сварочного тока.
Опасным местом в сварном соединении является непровар кромок в корне шва.
Обязательно получение хорошо сформированного обратного валика в корне шва.
Обозначения сварных соединений по ГОСТ
1. Что такое сварной шов?
2. Что такое - Зона основного металла со структурными изменениями?
3. Что такое ЗТВ?
4. Что такое - Тип сварного соединения?
5. Что такое – Зазор, Притупление, Угол скоса кромки, Угол разделки кромок?
6. Что такое НЕПРОВАР?
7. Откуда берётся необходимый дополнительный металл для заполнения разделки?
8. Что такое - разделка?
9. Что такое корень шва?
10. Что такое усиление шва?
11. Что такое обратный валик?