МДК 02.01 — Лекция 1 Причины возникновения дефектов швов
Причины возникновения дефектов швов
Характерными видами дефектов при сварке плавлением на стадии подготовки и сборки являются:
- неправильный угол скоса кромок шва с V-, X- и U-образной разделкой
- слишком большое или малое притупление по длине стыкуемых кромок
- непостоянство зазора между кромками по длине стыкуемых элементов
- несовпадение стыкуемых плоскостей
- слишком большой зазор между кромками свариваемых деталей
- расслоения и загрязнения кромок
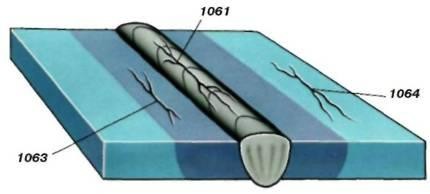
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок.
 169633998915
169633998915
Скрытые трещины в основном металле, появляются при высоких напряжениях в металле. Этот дефект присущ сварным соединениям значительной толщины.
Высокие напряжения вызываются слишком жесткими
соединениями или некорректным выбором сварочной технологии.
Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин. Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
горячие — их причиной является высокотемпературная хрупкость сплавов холодные — возникают при медленном разрушении металла

В месте отрыва дуги на поверхности шва образуется углубление.
Дефекты, которые возникают в этом месте, называют трещинами в кратере.
Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения — фазовые, термические и механические напряжения.
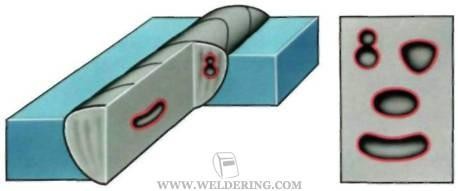
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами.
 1099185185217
1099185185217
Эти полости заполнены газом, который не успел выделиться наружу, и покинуть расплавленный материал.
Поры появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном.
Поры могут образовываться:
из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала
повышенного содержания углерода
высокой скорости сварочного процесса
нарушений защиты сварочной ванны
Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода
Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа.
 183426096978
183426096978
Его форма и положение определяются источником газа и режимом твердения.
Перед сваркой:
использовать сварочные электроды, которые при плавлении создают металл сварной ванны с пониженной вязкостью, прокалывать электроды перед сваркой, согласно режимам указанным на паспорте электродов, зачищать кромки сварного изделия от ржавчины и грязи.
Во время сварки:
по возможности расположить сварные детали так, чтобы сварка велась в нижнем положении и в лодочку, при многослойной сварке толстых конструкций формировать более широкие швы, перемешивать жидкий металл сварной ванны.
Для устранения дефекта после обнаружения, его вырезают или вычищают и снова заваривают.
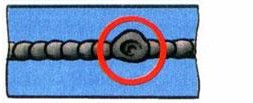
Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины.
 1099185218894
1099185218894
Усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, образует кратер.
 2016262189091
2016262189091
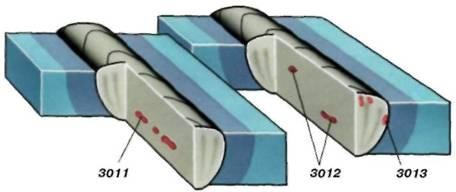
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных
характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают,
предварительно механически его зачистив.
И твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном
соединении, поскольку играют роль концентраторов напряжений.
Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
И шлаковые включения — это шлаки, попавшие в сварочный шов.
 169633991586
169633991586
В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими.
Причины их образования:
--- большие скорости сварочного процесса
--- загрязненные кромки
--- многослойная сварка, если швы между слоями очищены некачественно.
Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений.
Причинами образования оксидных включений могут быть:
недостаточно чистая поверхность основного или присадочного металлов
вытаскивание горячего сварочного прутка (припоя) из области газовой защиты
неправильная подготовка кромок — слишком сильное их затупление.
Частицы сторонних металлов — вольфрама, меди или других образуют металлические включения.
Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
 154139995192
154139995192
Несплавление возникает при высоких скоростях сварочного процесса и большой силе тока.
Для предотвращения несплавлений необходимо:
уменьшить скорость сварки
снизить временной разрыв между образованием и заполнением канавки (сварка с отрывом)
тщательно очищать сварочную зону от масел и загрязнений
Несплавления могут располагаться:
--- в корне сварного шва
--- на боковой стороне
--- между валиками
Непровар возникает по причине - невозможности расплавленного металла достичь корня шва
Причин непровара может быть несколько:
недостаточный сварочный ток
слишком высокая скорость перемещения электрода
увеличенная длина дуги
слишком маленький угол скоса кромок
перекос свариваемых кромок
недостаточный зазор между кромками
неправильно выбранный — увеличенный — диаметр электрода
попадание шлака в зазоры между кромками
неадекватный выбор полярности для данного типа электродов
Непровар — очень опасный и недопустимый сварочный дефект
Перегрев металла - сварка пламенем большой мощности металл имеет крупнозернистую структуру, становится хрупким, непрочным, неплотным
Устранить перегрев можно термической обработкой.
Пережог металла - наличие в структуре металла окисленных зерен, обладающих малым сцеплением из-за наличия на них пленки оксидов. Возникает при избытке кислорода в пламени. Пережженный металл хрупок и не поддается исправлению.
Определить его можно по цветам побежалости.
 2372867164094
2372867164094
Способ устранения: пережженный металл необходимо полностью вырезать и заварить это место заново.