МДК 02.01 — Лекция 2 Геометрические показатели дефектов сварного шва
Геометрические показатели дефектов сварного шва
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
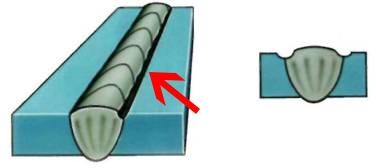
Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на наружной части валика шва.
 169633998280
169633998280
Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками
Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого
напряжения дуги (U), при сваривании угловых швов или по причине неточного ведения электрода.
В таких случаях в угловых соединениях одна из кромок
проплавляется более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь, для
заполнения канавки металла не хватает.
При сварке стыковых швов подрезы образуются редко. При
слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае
повышения угла разделки.
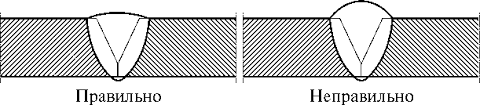
Превышения выпуклостей стыкового или углового шва
представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
 1099185187923
1099185187923
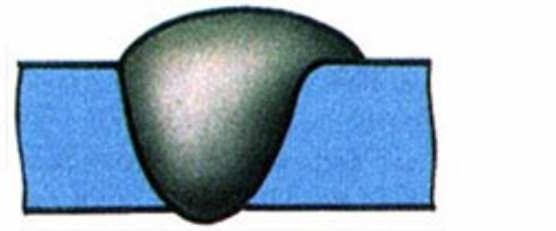
Если избыток наплавленного металла сверх установленного
значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава
Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом
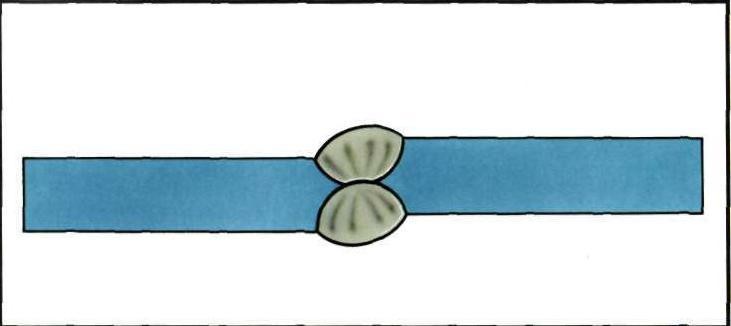
Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
 1099185190885
1099185190885
Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
Натек образуется из металла сварного шва который оседает под воздействием силы тяжести

при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие
 1099185287643
1099185287643
Причинами прожога – неверно выбранный режим сварки,
загрязненность поверхности основного металла или электрода.
Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.

Чрезмерная асимметрия в угловом соединении - один катет значительно превышает другой.
 2247645287532
2247645287532
Неравномерная ширина сварного шва
 174231395073
174231395073
Неровная поверхность — это неравномерность формы усиления шва по его протяженности.
Вогнутость корня шва
 174231396684
174231396684
представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
Пористость в корне шва
 165049294676
165049294676
Образуется из-за возникновения пузырьков в период затвердевания металла
Прочие наружные дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «прочие». К ним принадлежат следующие типы дефектов:
Случайная дуга (длинная дуга)

В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
Брызги металла
 201790296946
201790296946
капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
Поверхностные задиры

это дефекты, которые возникают из-за удаления временно приваренного приспособления.
Допустимые дефекты сварных соединений — это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией.
Все остальные дефекты, как правило, исправляются с помощью подварки.
Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металл