МДК 02.01 — ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Оглавление / Contents
- КОНТРОЛЬНЫЕ ВОПРОСЫ К ЛЕКЦИИ ПО ТЕМЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
1. Как называется одно из свойств металла - изменение размера под воздействием температур?
2. Как называются собственные напряжения и деформации, которые присутствуют в металле даже без воздействия на него?
3. От чего возникают остаточные напряжения?
4. Что такое - Реактивные напряжения, и от чего они возникают?
5. Как избежать Реактивных напряжений, и каким вспомогательным оборудованием необходимо воспользоваться для их уменьшения?
6. В зависимости от причины возникновения собственные напряжения разделяют на: ____________________ ?
7. Вследствие чего появляются - Тепловые напряжения?
8. Вследствие чего появляются - Структурные напряжения?
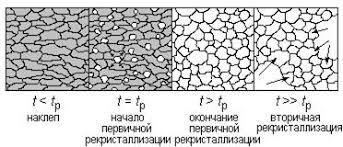
9. Что такое - нагревание выше Критической температуры?
10. Какие преобразования происходят во время нагревания металла?
11. Какие - Собственные напряжения бывают в зависимости от времени существования, и при каких условиях возникают и исчезают?
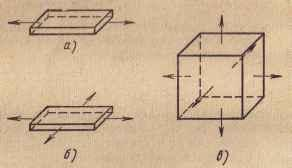
12. Какие три вида напряжений существуют в зависимости от площади действия?
13. Какие преобразования возникают при сварке легированных и высокоуглеродистых сталей, и что они меняю при охлаждении?
14. Что значит – Предел прочности?
15. К каким деформациям приводит напряжение, которое превышает - границы Текучести метала?
16. К каким дефектам приводят напряжения, когда происходит - превышение Границы прочности?
17. Что такое - Статическое нагружение?
18. Что такое - Динамическое нагружение?
19. Что такое - Циклическое нагружение?
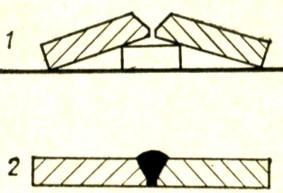
20. Что такое - Литейная усадка?
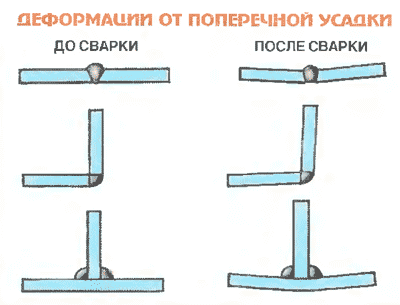
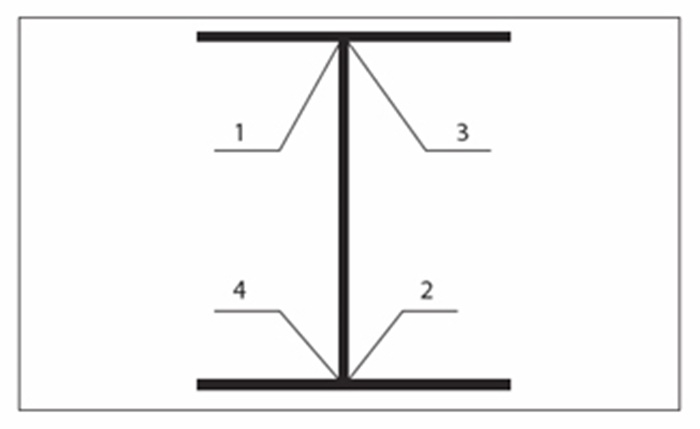
21. Что представляет собой при сварке - Компенсация деформаций, и как проводится?
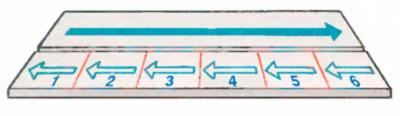
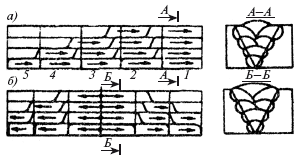
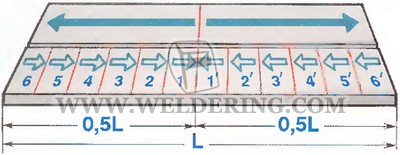
22. Что такое - Обратноступенчатый способ сварки?