МДК 02.01 — Соединения сварные применяемые при изготовлении металлоконструкций
Оглавление / Contents
- ГЕОМЕТРИЯ СВАРНОГО ШВА
Контрольные вопросы к Лекции: Сварные соединения, геометрия шва
- Как классифицируются сварные швы?
- Как и почему внешний вид влияет на качество?
- Что значит по положению в пространстве?
- Что такое – слой и проход?
- Объяснить что такое – действующее усилие?
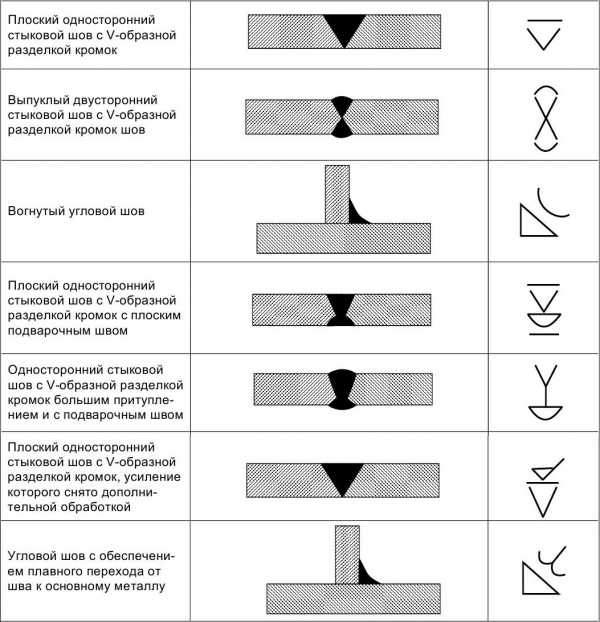
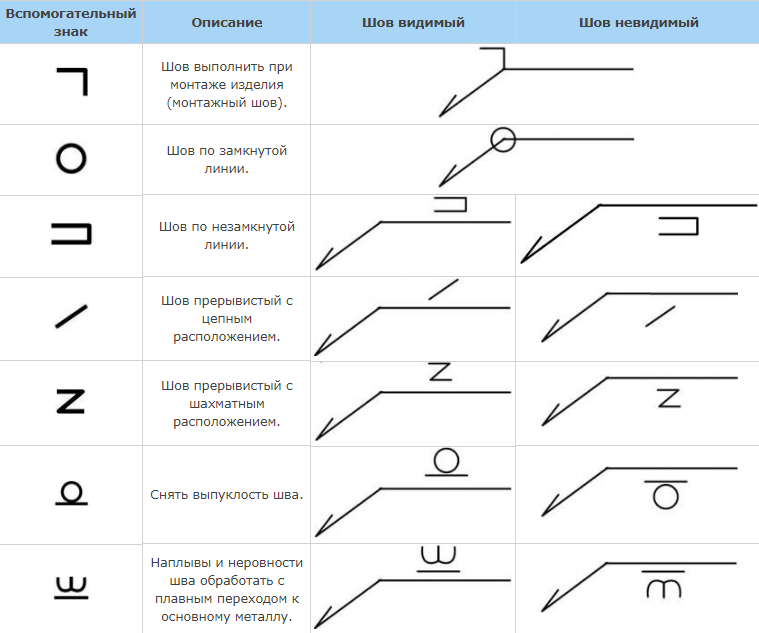
- Каким знаком указываются вогнутые швы?
- Каким знаком указывают швы без усиления?
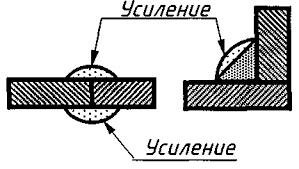
- Что такое усиление шва?
- В каких случаях и для чего выполняют вогнутые швы?
- В каких случаях вогнутый шов будет считаться – дефектом шва?
- Для чего про многослойной сварке отжигается каждый слой?
- Что такое многопроходные швы, и в каких случаях применяются?
- Что значить – односторонние и двусторонние швы?
- Что относится к геометрии шва?
- Что относится к элементами геометрической формы углового шва?
- Что такое катет углового шва?
- Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше?
- Почему нельзя делать избыточное усиление?
- Выполнить расчёт катета углового шва для свариваемого основного металла с толщинами листа: 8мм, 10мм, 12мм.
- Изъян такого характера, является причиной, когда получается неравномерный катет углового шва?

Металлические конструкции (также: металлоконструкции, сокр.: МК) — общее название конструкций из металлов и различных сплавов, используемых в различных областях хозяйственной деятельности человека: строительстве зданий, станков, масштабных устройств, механизмов, аппаратов и т. п.

Конструкции из металла позволяет строить сложные здания простыми методами. Металлоконструкция - это элемент или конструктор, который собирается в виде каркаса.
Типы соединений
- Нахлесточные сварные соединения
Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах. Обозначаются Н1, Н2.
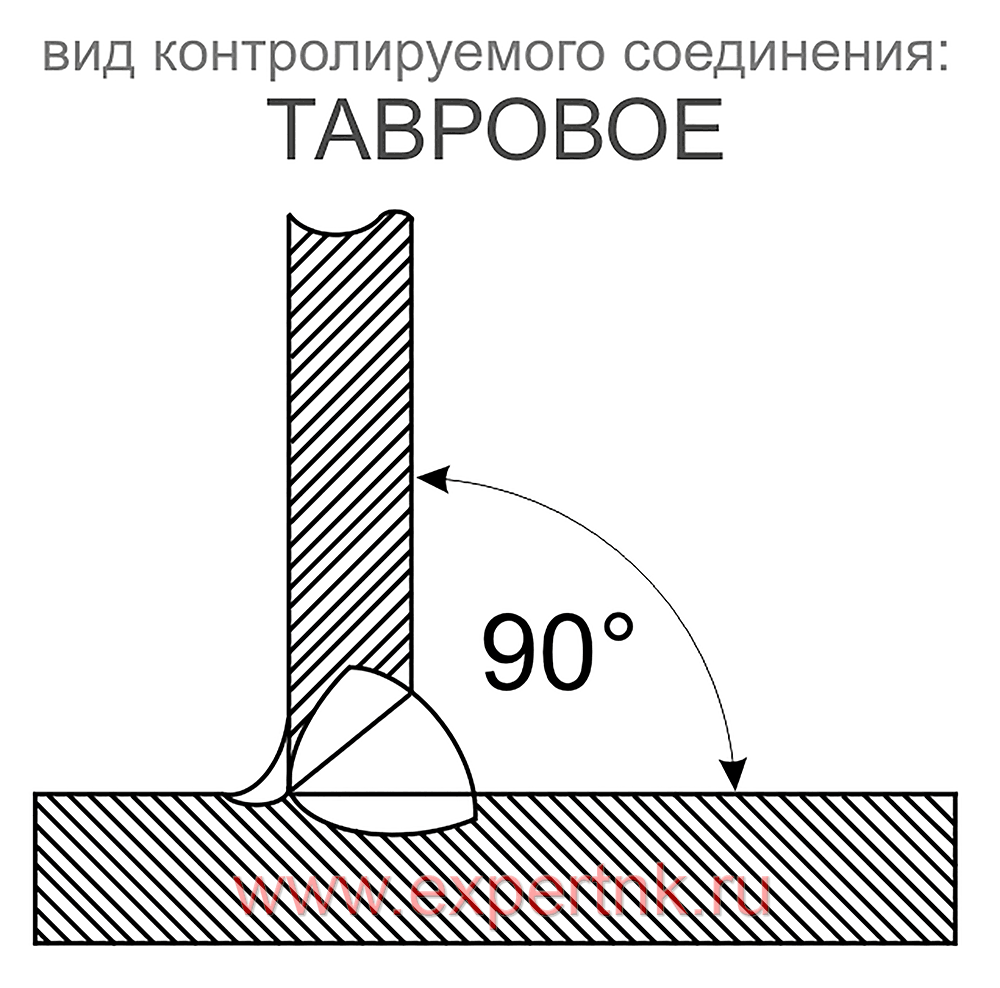
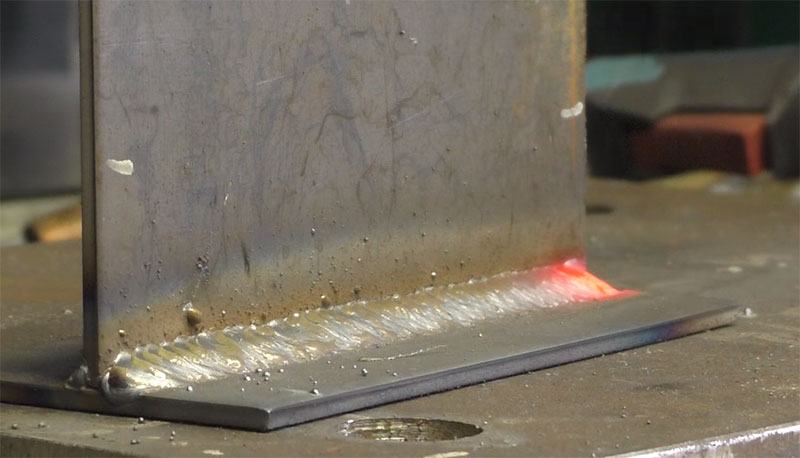
- Тавровые сварные соединения
Тавр – металлопрофиль

Сварной Тавр

Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву «Т» (обозначаются Т3, Т6 и т. д).
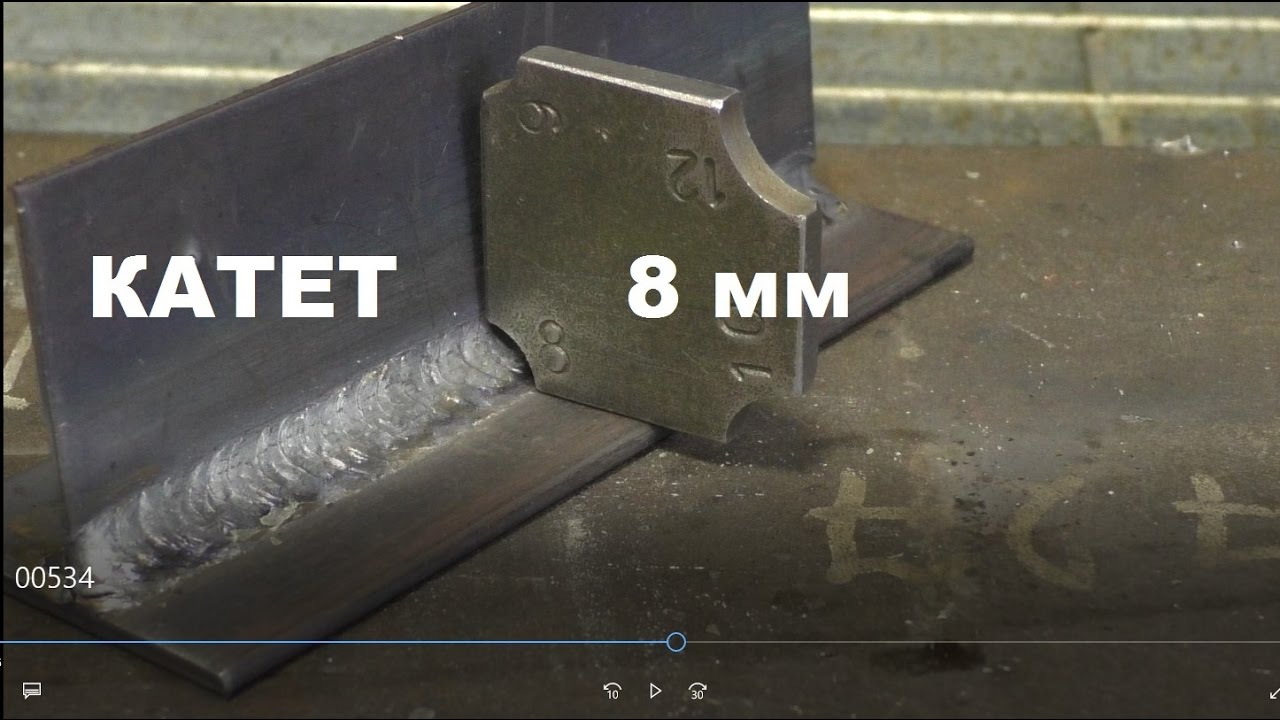
КАТЕТ ШВА на ТАВРОВОМ СОЕДИНЕНИИ

УСИЛИТЕЛЬНАЯ ПЛАСТИНА соединение Тавром

НЕПРОВАР ТАВРА

- Угловые сварные соединения (У)
Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
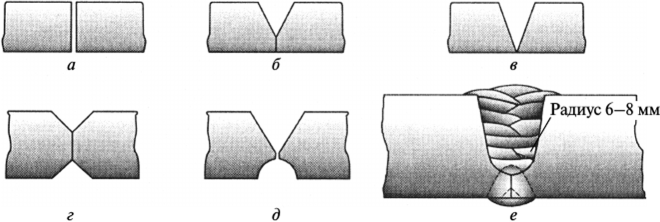
- Стыковые соединения (С)
Сварное соединение двух элементов расположенных на одной плоскости относительно друг друга и примыкают торцами.
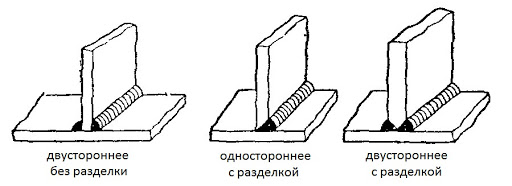
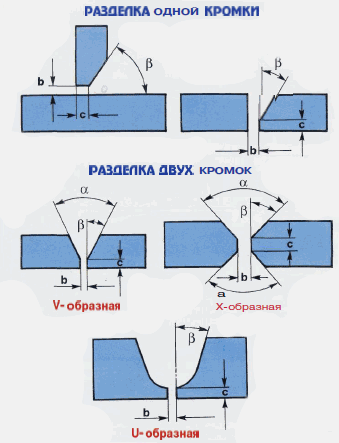
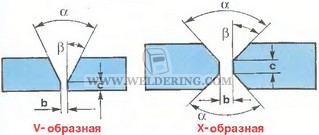
С разделкой кромок и без разделки кромок
Сварные швы

Классифицируют:
1. по внешнему виду
2. по числу слоев и проходов
3. по выполнению (техника выполнения шва)
4. по положению в пространстве
5. по действующему усилию.
По внешнему виду швы делят:
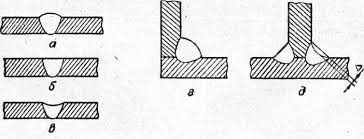
1. на выпуклые
2. нормальные
3. вогнутые
Как правило, все швы выполняют с небольшим усилением (выпуклыми)
Если требуются швы без усиления, это должно быть указано на чертеже.
Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже.
Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках.
Стыковые швы ослабленными не делают, вогнутость в этом случае является браком! (дефектом шва)
Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов.
В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
По числу слоев и проходов различают:
- Однослойные
- Многослойные
- Однопроходные
- Многопроходные швы

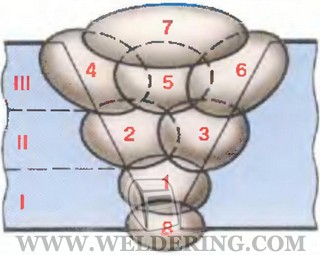
Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
Валик - металл сварного шва, наплавленный или переплавленный за один проход.

примечание:
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства.
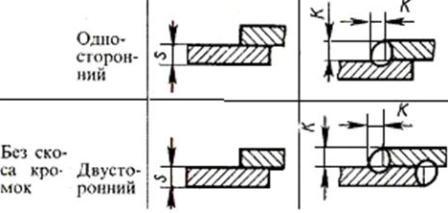
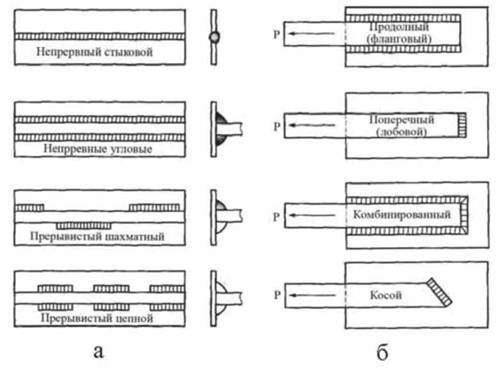
По выполнению:
односторонние, двусторонние
По действующему усилию:
продольные (фланговые), поперечные (лобовые), комбинированные, г – косые
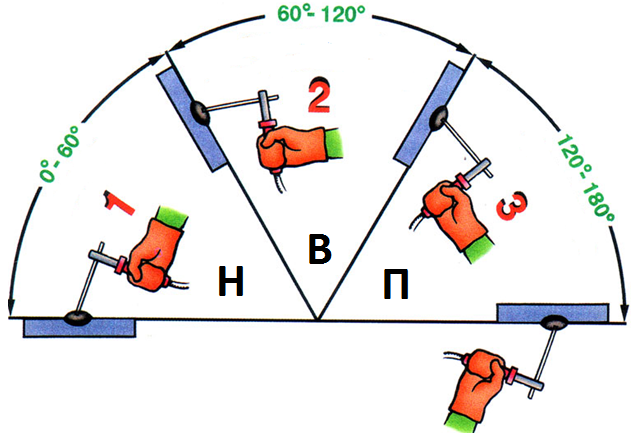
По положению в пространстве:
Н - нижние, П - потолочные, Пп - полупотолочные, Г -
горизонтальные, Пв - полувертикальные, В - вертикальные, Л - в
лодочку, Пг – полугоризонтальные
==========================================
Геометрические параметры сварных швов

Стыковой шов
Элементами геометрической формы стыкового шва являются:
толщина свариваемого металла - S
глубина провара – h
выпуклость шва – q
ширина шва – е
толщина шва – с
зазор – b
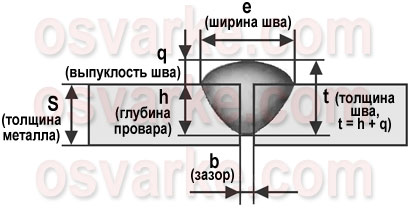
Ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва - определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара)
Представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор - расстояние между торцами свариваемых элементов.
Устанавливается в зависимости от толщины свариваемого металла.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
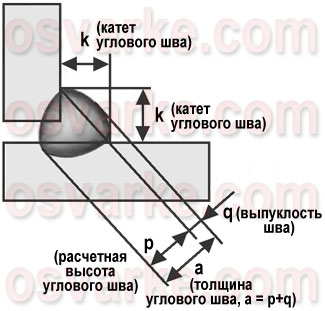
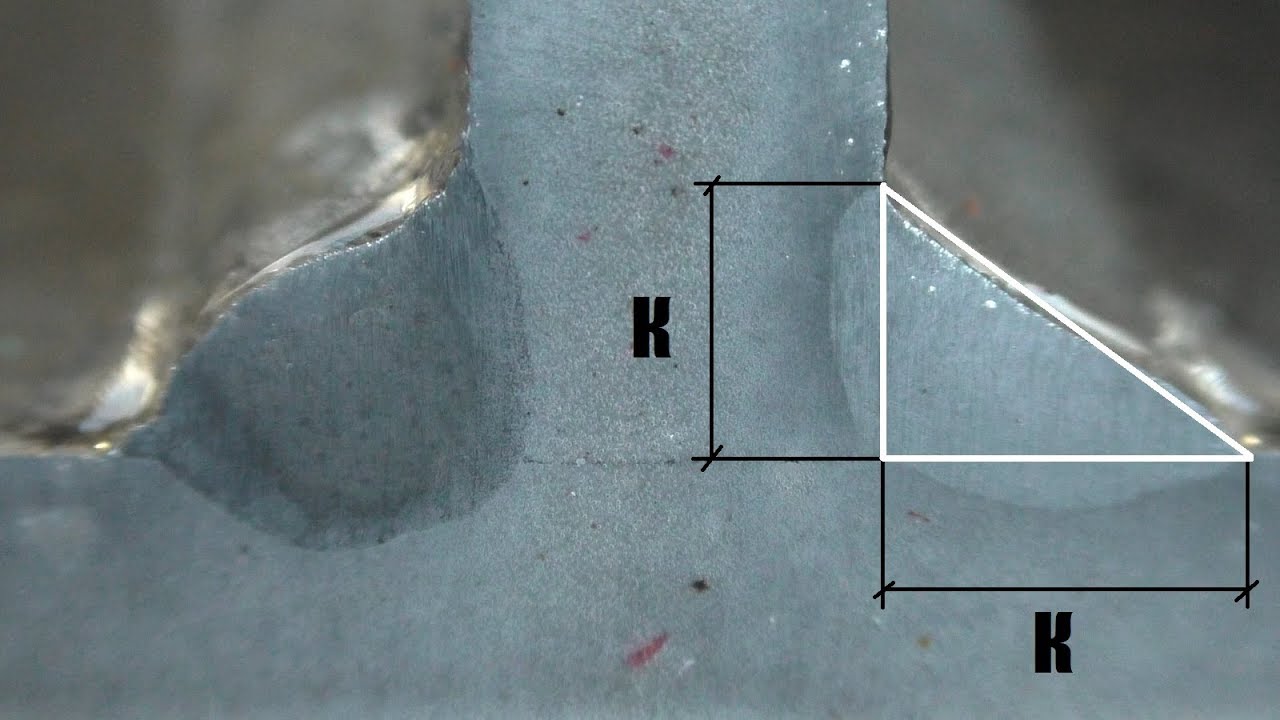
Угловой шов. Катет
Элементами геометрической формы углового шва являются:
1. катет шва – k
2. выпуклость шва – q
3. расчетная высота шва – р
4. толщина шва - а.
Катет углового шва - кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Выпуклость сварного шва - определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
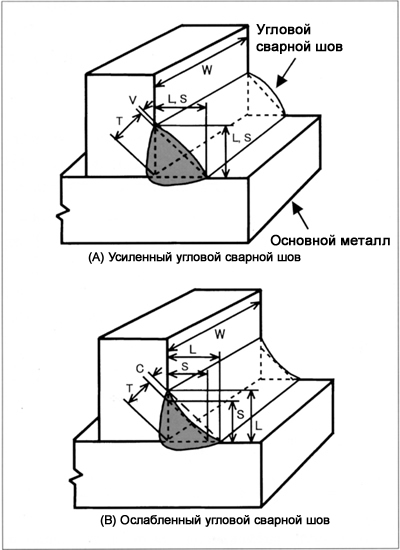
Расчетная высота углового шва - длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего, вписанного во внешнюю часть углового шва прямоугольного треугольника.
Высота углового шва определяется - расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренной в месте наибольшей вогнутости.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва.
Толщина углового шва - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
В зависимости от - параметров сварки и формы подготовки свариваемых кромок деталей, доли участия основного и наплавленного металлов в формировании шва, могут существенно - изменяться

Катет сварного соединения.
Расчѐт катета в зависимости от толщины свариваемых заготовок.
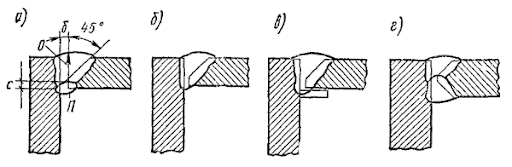
Типы сварных швов по форме подготовленных кромок
Если сделать катет углового шва без расчётов, неправильно определив катет, то изменяются и все другие прочностные характеристики. Но такое соединение не будет более прочным, как кажется на взгляд.
При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов.
Расчет катета важен при сварке деталей разной толщины, тонкостенных и толстых конструкций.
В этом случае нужно учитывать параметры более тонкой заготовки.
Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
Так же в справочниках таблицах есть уже указанные необходимые катеты для разных толщин металла с учётом механических свойств стали
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например:
Нужно сварить две детали, толщина которых в пределах четырех- пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм.
При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точный расчет катета можно сделать, используя геометрию.
По формуле:
Т = S×cos45°
Т — это длина катета сварного шва. Т - ?
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной
в 4 мм. Для этого подставляем в формулу – Т = 4×0,7, в итоге получаем показатель в 2,8 миллиметра.
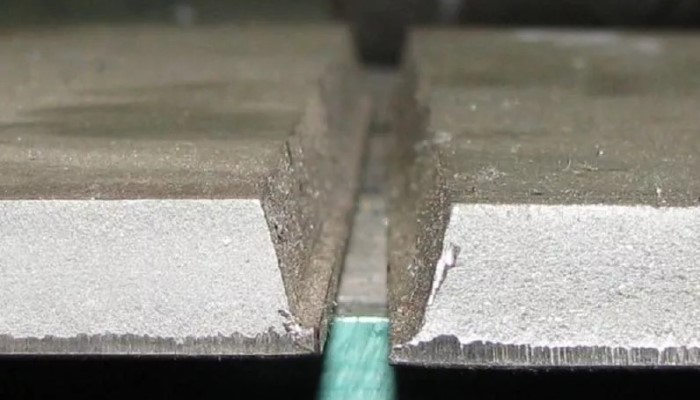
Если есть зазор — соединение выполнено неправильно. оптимальная геометрия углового шва

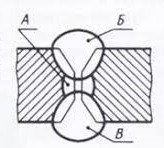
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.

Качество и прочность шва будет зависеть от того, насколько симметрично положен наплавляемый металл на стенки углового соединения. Смещения дуги в стороны (влево или вправо), слишком большое углубление или выпуклость неприемлемы.
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится.
Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок и возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).

Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно, это происходит в следствии длинной дуги.

Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость, но не во всех конструкциях это приемлемо).

Такой результат свидетельствует о получении надежного качества изделия.

Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику выполнения сварки.

================================================
================================