СЛЕСАРНОЕ ДЕЛО — Слесарная операция Разметка

Глава IV. Разметка

§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла.

В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью.

При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.

Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают.
Разметкой называется - операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком.
Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Виды разметки разделяют на три основные группы:
- машиностроительная,
- строительная,
- котельная,
- судовая.
В зависимости от формы размечаемых заготовок и деталей разметка делится на:
- Плоскостную

- Пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку - контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной.
Приспособления для плоскостной разметки
Для выполнения разметки используют различные приспособления:
- разметочные плиты,
- подкладки,
- поворотные приспособления,
- домкраты.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент.

Разметочная плита отливается из серого мелкозернистого чугуна, в нижней части имеет ребра жесткости, которые предохраняют плиту от возможного прогиба под тяжестью собственной массы и размечаемых деталей.

Рис. 27. Разметочные плиты: а - на тумбах, б - на фундаменте

Рис. 29. Подкладки: а - плоские, призматические, б - клиновые; 1 - винт, 2, 3 - стальные клинья
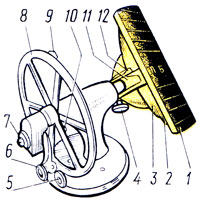
Рис. 30. Поворотное приспособление с электромагнитом: 1 - плоскость, 2 - кожух, 3, 11 - оси, 4, 6, 10 - винты, 5 - маховичок, 7 - выключатель, 8 - лимб, 9 - нониус, 12 - кромка кругового лаза
Поворотное приспособление для разметки с электромагнитом (рис. 30) обеспечивает быстрое закрепление размечаемых деталей в наиболее удобном положении. Деталь устанавливают на плоской поверхности электромагнита, катушки которого защищены литым кожухом 2.

Рис. 31. Домкраты: а - обыкновенный, г - роликовый; головки: б - шариковая, в - призматическая; 1 - плита, 2 - ролики, 3 - кронштейн, 4 - винт, 5 - корпус
Подъем и опускание заготовки осуществляют вращением винта.
§ 13. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12.
Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.

Рис. 32. Чертилки: а - круглая, б - с отогнутым концом, в - применение чертилки с отогнутым концом, г - со вставными иглами, д - карманная; 1 - игла, 2 - корпус, 3 - запасные иглы, 4 - пробка
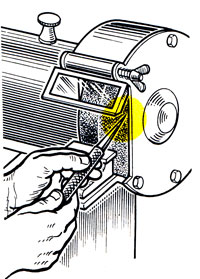
Рис. 33. Заточка чертилки

Рис. 34. Обыкновенный кернер (а), его заточка (б)

Рис. 35. Специальные кернеры: а - для накернивания закруглений, б - шаговый, в - с лупой С. М. Ненастьева; 1 - основной кернер, 2 - вспомогательный кернер, 3 - планка, 4 - кернер, 5,7 - хомутики, 6 - винт, 8 - пупа
Кернер-слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях.
Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8ХФ.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.

Рис. 36. Пружинный кернер: 1 - кернер, 2 - стержень, 3, 5, 6 - свинченные части, 4 - плоская пружина, 7, 11 - пружины, 8 - ударник, 9 - заплечики, 10 - сухарь
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75°.
Специальные кернеры (рис. 35,а) применяют для накернивания малых отверстий и закруглений небольших радиусов.
Применение такого кернера заметно повышает качество разметки и производительность.
Циркули
Штанген-циркули
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.

Рис. 39. Циркули слесарные: а - точный, б - пружинный, в - со вставными иглами,1, 2 - микрометрические винты, 3 - установочное устройство, 4 - иглы, г - с линзой; 5 - гайки, 6 - ножки, 7 - разъемные линзы

Рис. 40. Разметочный штанген-циркуль: а - устройство, б - разметка прямых линий, в - разметка центров
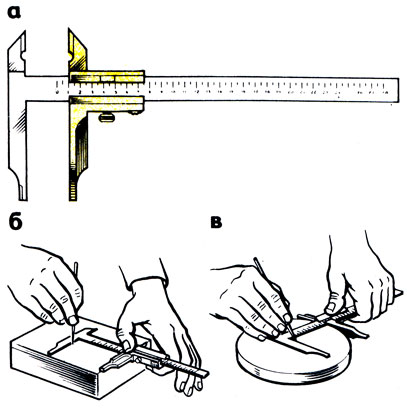
Рис. 41. Разметочный штангенциркуль: 1,4, 7 - винты, 2 - неподвижная ножка, 3 - штанга, 5 - рамка, 6 - нониус, 8 - подвижная ножка, 9, 10 - иглы
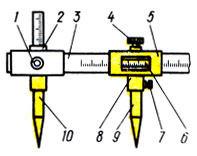
Рис. 42. Усовершенствованный разметочный штангенциркуль: 1 - стопорный зажим, 2 - резец, 3 - нониус, 4, 12 - зажимы, 5 - уровень, 6 - рамка, 7 - винт, 8 - хомутик, 9 - штанга, 10 - гайка, 11 - микровинт, 13, 14, 15 - вставки, 16 - удлинитель
Разметочный штангенциркуль служит для разметки окружностей больших диаметров. Он имеет штангу 3 с миллиметровыми делениями и две ножки - неподвижную 2 со стопорным винтом 7 и подвижную 8 с рамкой 5 и нониусом 6, стопорным винтом 4 для закрепления рамки 5. Стопорный винт 7 служит для крепления вставной иглы 9, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.

Рис. 43. Рейсмас (а) и его применение (б): 1 планка, 2 - основание, 3 - установочный винт, 4 - чертилка, 5 - стойка (штатив), 6 - винт с гайкой, 7 - муфта
Рейсмас
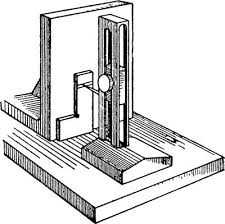
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Рейсмас состоит из чугунного основания 2 (рис. 43,а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 7 и муфты 7. Применение рейсмаса показано на рис. 43,6.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Штангенрейсмасы для разметки описаны в главе XIX "Основы измерения".
§ 14. Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
- Очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой, тщательно осмотреть заготовку, при обнаружении раковин, пузырей, трещин и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно).
- Все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- Изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки), особое внимание обратить на припуски на обработку.
Припуски на обработку в зависимости от материала и размеров детали, ее формы, способа установки при обработке берут из справочников;
- Определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь.
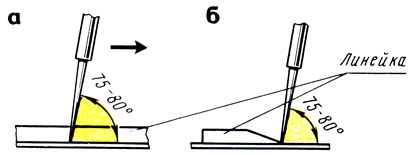
Рис. 45. Нанесение линий (рисок): а - наклон чертилки в сторону перемещения ее, б - наклон в сторону от линейки

Рис. 46. Нанесение линий: а - перпендикулярных, б - параллельных
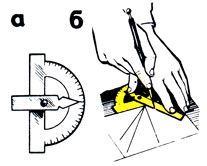
Рис. 48. Транспортир для разметки углов и уклонов (а) и его применение (б)
Рис. 49. Штангенциркуль карманный

Рис. 51. Ватерпас с градусной шкалой (а) и угломер часового типа (б)
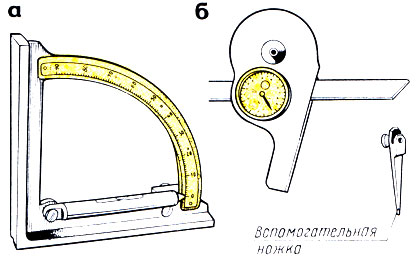
Рис. 50. Центроискатель-транспортир: 1 - угольник, 2 - транспортир, 3 - линейка, 4 - движок, 5 - гайка

Рис. 52. Накернивание разметочных линий: а - установка кернера, б - кернение
Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки.