СЛЕСАРНОЕ ДЕЛО — Слесарная операция Опиливание
Глава IX. Опиливание металла

§ 37. Сущность опиливания. Напильники
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.

При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п.
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют:
по крупности насечки,
по форме насечки,
по длине и форме бруска,
по назначению.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
а.

Рис. 134. Напильник слесарный общего назначения: 1 - носок, 2 - рабочая часть,3 - ненасеченный участок, 4 - заплечик, 5 - хвостовик, 6 - широкая сторона, 7 - узкая сторона, 8 - ребра

Рис. 135. Зубья напильника: а - насеченные, б - полученные фрезерованием, в - полученные протягиванием или шлифованием

Рис. 136. Виды насечек напильника: а - одинарная (простая), б - двойная (перекрестная), в - рашпильная, г - дуговая
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки.
Их применяют при опиливании мягких металлов - латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п., с незначительным сопротивлением резанию, а также неметаллических материалов.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания - стали, чугуна и других твердых материалов с большим сопротивлением резанию.
В напильниках с двойной насечкой сначала насекается нижняя - глубокая насечка, называемая основной, а поверх нее - верхняя, неглубокая насечка, называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом λ = 25°, а вспомогательная - под углом ω = 45°.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки.
Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
§ 38. Классификация напильников
Напильники по назначению подразделяют на следующие группы:
общего назначения,
специального назначения,
надфили,
рашпили,
машинные.
По форме поперечного сечения они делятся на следующие восемь типов.
А - плоские,
Б - плоские остроносые ,
применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок.
В - квадратные напильники,
используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей.
Г - трехгранные напильники,
служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву.
Д - круглые напильники,
используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса.
Е - полукруглые напильники,
для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной).
Ж - ромбические напильники,
применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов.

Рис. 137. Напильники по форме сечения: А, Б - плоские, В - квадратные, Г - трехгранные, Д - круглые, Е - полукруглые, Ж - ромбические. З – ножовочные
З - ножовочные напильники,
служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.

Рис. 139. Надфили: а - плоские тупоносые, б - плоские остроносые, в - квадратные, г - трехгранные, д - трехгранные односторонние, е - круглые, ж - полукруглые, з - овальные, и - ромбические, к - ножовочные, л - пазовые, L - рабочая часть, I - длина ручки, d - диаметр ручки, b - ширина надфиля, h - толщина надфиля
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А.

Рис. 140. Алмазные надфили

Рис. 141. Рашпили
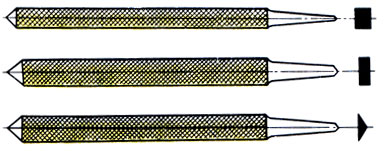
Рис. 142. Машинные напильники

Рис. 143. Напильники: а - фасонные головки (борнапильники), б - дисковые, в - пластинчатый, г - приспособление для крепления дисковых напильников
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
Машинные напильники стержневые - для опиловочных станков с возвратно-поступательным движением, закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 143, а) - это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. 143, б) применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 - 200 мм и толщиной 10 - 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют при помощи приспособления (рис. 143,г).
Пластичные напильники (рис. 143, в) представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
§ 39. Насадка ручек напильников
Для того чтобы удобнее держать напильник при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
Поверхность ручки должна быть гладкой, отполированной. Длина ручки должна соответствовать величине напильника. Размеры рукояток приводятся в справочниках.
Диаметр отверстия ручки не должен быть больше ширины средней части хвостовика напильника, а глубина отверстия должна соответствовать длине хвостовика. Отверстие для напильника просверливают или выжигают, а чтобы ручка не раскалывалась, на ее конец насаживают стальное кольцо.
Чтобы насадить напильник, хвостовик его вставляют в отверстие ручки и, взяв напильник за насеченную часть правой рукой, не очень сильно ударяют головкой ручки о верстак (рис. 144, а) или молотком по рукоятке (рис. 144, б). Чтобы снять рукоятку с напильника, левой рукой крепко обхватывают рукоятку, а правой рукой молотком наносят два-три несильных удара по верхнему краю кольца (рис. 144,в), после чего напильник легко выходит из отверстия.

Рис. 144. Насадка и снятие ручки напипьника: а - насадка ударом о веретак, б - насадка ударом мопотка, в - снятие ударом мопотка

Рис. 145. Быстросменная (а) и долговечные (б, в) ручки напильника: 1 - втулка, 2 - пружина, 3 - стакан, 4 - гайка, 5 – корпус
Уход за напильниками
При работе с напильниками необходимо соблюдать следующие правила;
- предохранять напильники даже от незначительных ударов, которые могут повредить зубья;
- для предохранения от коррозии не допускать попадания на них влаги;
- оберегать от попадания масла и наждачной пыли;
- нельзя обрабатывать напильником материалы, твердость которых равна или превышает его твердость. Это вызовет выкрашивание зубьев;
- новым напильником лучше обрабатывать сначала мягкие металлы, а после некоторого затупления - твердые металлы. Это увеличит срок эксплуатации напильника;
- периодически очищать напильник от стружки, время от времени постукивать носком напильника о верстак для очистки его от опилок.
Техника и приемы опиливания

Рис. 150. Положение при опиливании: а - корпуса, б - корпуса, развернутого под углом 45°, в - ног
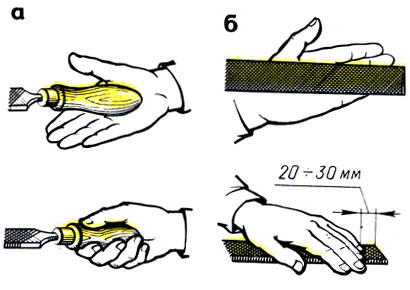
Рис. 151. Положение рук при опиливании: а - правой, б - левой
Виды опиливания
Опиливание поверхностей является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхностей является не плоскостность. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должно меняться, т. е. попеременно с угла на угол.

Рис. 153. Опиливание: а - слева направо, б - прямым штрихом поперек заготовки, в - справа налево (косым штрихом), г - прямым штрихом вдоль заготовки
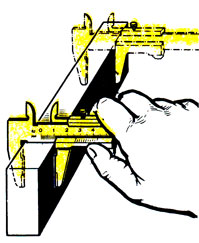
Рис. 154. Проверка параллельности опиленной поверхности штангенциркулем
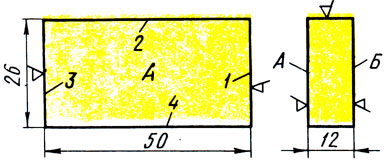
Рис. 155. Поверхности стальной плитки, подвергаемой опиливанию
Во избежание износа линейку не следует передвигать по поверхности, каждый раз ее отнимают от проверяемой поверхности и переставляют в нужное положение.

Рис. 157. Опиливание угольника: а - заготовка, б - закрепление заготовки угольника, в, г - проверка качества опиливания
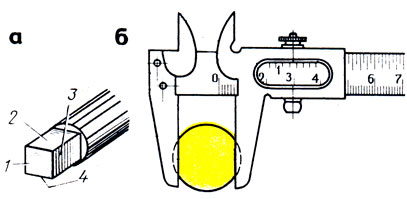
Рис. 158. Опиливание квадрата: а - подвергаемые опиливанию грани, б - проверка штангенциркулем

Рис. 159. Опиливание цилиндрических деталей: I - цилиндр, II - квадрат, III - шестигранник, IV - многогранник
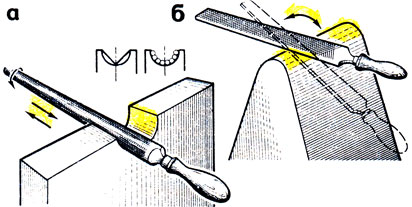
Рис. 160. Опиливание поверхностей: а - вогнутых, б - выпуклых
а

Рис. 162. Опиливание в рамках: 1 - рамка, 2 - опиливаемая пластинка, 3 - зажимные болты

Рис. 163. Опиливание в универсальной наметке: 1 - брусок, 2 - направляющая планка, 3 - заготовка
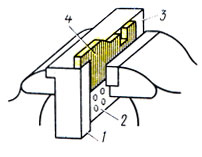
Рис. 164. Опиливание в плоскопараллельных наметках: 1 - выступы, 2 - плоскости, 3 - буртики, 4 - обрабатываемая пластинка

Рис. 165. Опиливание по копиру: 1 - копир, 2 - заготовка

Рис. 166. Зачистка опиленной поверхности: а - абразивной шкуркой, в - зачистка вогнутой поверхности; г - отделка круговыми штрихами; б - напильник со шкуркой и работа им