МДК02.01.Основы расчета и проектирования сварных конструкций — Технологические, Маршрутные карты
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
Маршрутная карта
За длительный период формирования промышленной деятельности были разработаны различные методы.
Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами.

Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций.
Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки.
На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные.
Есть и ручные инструменты, которые весьма широко распространены.
Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу.
Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы.
Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом.
Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Содержание Технологической карты
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов.
- Проводится указание номера участка или рабочего цеха.
- Указывается код и наименование проводимой операции.
Эти данные считаются важным, указываются во всех документах.
Наименование оборудования.
Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей.
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали.
На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка.
Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева.
Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Содержание операции.
Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций.
Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть.
Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы.
Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки.
При применении определенного оборудования могут задаваться самые различные режимы резания.
Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия

Последовательность информации Технологического процесса записывается следующим порядком:
Указывается приспособление.
В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие.
На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент.
Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент.
Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец.
Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный.
Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы.
Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса.
Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса.
Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82.
Основные моменты следующее:
Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней.
За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
Некоторые графы отмечены утолщенным видом.
При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов.
В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса.
Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
Допускается внесение некоторых изменений.
Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты.
Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации.
Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации.
За счет их применения существенно упрощается поставленная задача по составлению технической документации.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию.
Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.

Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки.
Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Технологическая карта
Объект | Организация-подрядчик работ | Шифр карты | |||
Технология сборки и сварки металлической опоры | НТК | НТК
| |||
Способ сварки: полуавтоматическая сварка Тип шва:Т1, Н1 Тип соединения: тавровое, нахлёсточное Положение при сварке: в лодочку Вид соединения: одностороннее | Основной материал: сталь 09Г2С Номер ГОСТа, ТУ:ГОСТ ГОСТ 19281 - 89 Эквивалент углерода: макс. 0,25% Типоразмер: 10х120х120х4000мм Метод подготовки: механическая резка, шлифовка, зачистка, сборка, сварка Способ сборки: с использованием прихваток, цепной кантователь, струбцины Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: от16-17 шт., длиной 30 мм | ||||
| Присадочные материалы (наименование, марка, размер, тип): проволокой Св-08ГС | |||||
Защитный газ: двуокись углерода сварочная 1-го сорта Расход защитного газа:12 л/мин. | |||||
Сварочное оборудование: инверторный источник питания ДC400.33УКП Вспомогательный инструмент: УШМ, щетка, молоток, Измерительный инструмент: УШС-3, Лупа 10 - кратная выдвижная со светодиодной подсветкой, | |||||
Сушка/прокалка сварочных материалов перед сваркой: не подлежит | |||||
| Термообработка (метод при имеющейся рекомендации), температура, скорость нагрева и охлаждения: высокий отпуск на протяжении 1 часа при температуре 300-400 ºС, с последующим медленным охлаждением до 300 ºС и завершением процедуры на открытом воздухе | |||||
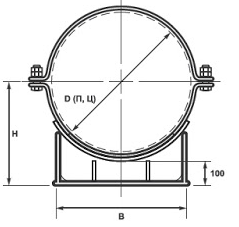
Эскиз №1. Конструкция соединения | Эскиз №2. Порядок сварки и конструктивные элементы шва | ||||
| 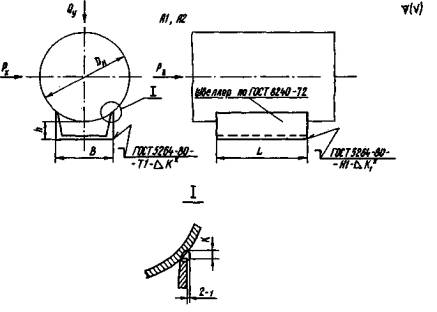 | ||||
| Организация-разработчик: | |||||
| Редакция: | Дата: | Стр.: | Всего стр.: | ||
Объект | Организация-подрядчик работ | Шифр карты | ||||||
Технология изготовления опоры | НТК | НТК- СП-412 | ||||||
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ | ||||||||
Номер шва | Диаметр проволоки мм | Род и полярность тока | Сила сварочного тока, А | Напряжение, В | Скорость сварки, м/мин | |||
Прихватка и «корень» шва | 1,2 | Постоянный, обратная | 190 | 24 | 0,20 | |||
Заполняющие слои | 1,2 | Постоянный, обратная | 180 | 21 | 0,20 | |||
Облицовочный | 1,2 | Постоянный, обратная | 160 | 19 | 0,20 | |||
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | ||||||||
Операция | Оборудование и инструмент | |||||||
Очистка. Очистить металл от заусениц, загрязнений. Осмотреть поверхность и кромки. На кромках не должно быть надрывов и трещин. | Ветошь, щетка, УШМ | |||||||
Подготовка к сборке. Зачистить до металлического блеска поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. При обработке следы зачистки должны быть направлены вдоль кромок. Сборка стыка производится на прихватках согласно эскизу № 2. Зачистить прихватки от шлака и брызг. Начало и конец каждой прихватки следует вышлифовать для последующей переплавки в ходе сварки. | Ветошь, щетка, молоток, молоток-шлакоотделитель, УШМ, шаблон УШС-3, плоскогубцы, инверторный источник питания ДC400.33УКП | |||||||
Сварка. Выполнить сварку шва неподвижной опоры. Шов выполняется в три этапа. После сварки каждого участка производится зачистка шва. При наличии излишнего усиления необходимо провести шлифовку УШМ, обеспечив одинаковую высоту валика по всей длине сварного соединения. По окончании сварки произвести очистку швов. | Инверторный источник питания ДC400.33УКП, УШМ, щетка, молоток-шлакоотделитель | |||||||
| 4. Контроль. Осуществить визуально-измерительный контроль сварных соединений, при необходимости провести ультразвуковой контроль. | ВИК, УШС-3, УЗК | |||||||
