ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК — Понятие о взаимозаменяемости деталей
Допуски и посадки
Измерительный инструмент
Понятие о взаимозаменяемости деталей
На современных заводах станки, автомобили, тракторы и другие машины изготовляются не единицами и даже не десятками и сотнями, а тысячами.
При таких размерах производства очень важно, чтобы каждая деталь машины при сборке точно подходила к своему месту без какой-либо дополнительной слесарной пригонки.
Не менее важно, чтобы любая деталь, поступающая на сборку, допускала замену ее другой одного с ней назначения без всякого ущерба для работы всей готовой машины. Детали, удовлетворяющие таким условиям, называют взаимозаменяемыми.
Взаимозаменяемость деталей — это свойство деталей занимать свои места в узлах и изделиях без всякого предварительного подбора или подгонки по месту и выполнять свои функции в соответствии с предписанными техническими условиями.
Сопряжение деталей
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми.
Размер, по которому происходит соединение этих деталей, называют сопрягаемым размером.
Размеры, по которым не происходит соединения деталей, называют свободными размерами.
Примером сопрягаемых размеров может служить диаметр вала и соответствующий диаметр отверстия в шкиве; примером свободных размеров может служить наружный диаметр шкива.
Для получения взаимозаменяемости сопрягаемые размеры деталей должны быть точно выполнены.
Однако такая обработка сложна и не всегда целесообразна. Поэтому техника нашла способ получать взаимозаменяемые детали при работе с приближенной точностью.
Этот способ заключается в том, что для различных условий работы детали устанавливают допустимые отклонения ее размеров, при которых все же возможна безукоризненная работа детали в машине.
Эти отклонения, рассчитанные для различных условий работы детали, построены в определенной системе, которая называется системой допусков.
Понятие о допусках
Характеристика размеров.
Расчетный размер детали, проставляемый на чертеже, от которого отсчитываются отклонения, называется номинальным размером.
Обычно номинальные размеры выражаются в целых миллиметрах.
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали, называются предельными.
Из них больший размер называется наибольшим предельным размером, а меньший — наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали.
На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее — ниже.
Например: в размере  номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а разность между наименьшим предельным и номинальным размерами — нижним отклонением.
Например, размер вала равен  . В этом случае наибольший предельный размер будет:
. В этом случае наибольший предельный размер будет:
30 +0,15 = 30,15 мм;
верхнее отклонение составит
30,15 — 30,0 = 0,15 мм;
наименьший предельный размер будет:
30+0,1 = 30,1 мм;
нижнее отклонение составит
30,1 — 30,0 = 0,1 мм.
Допуск на изготовление.
Разность между наибольшим и наименьшим предельными размерами называется допуском. Например, для размера вала допуск будет равен разности предельных размеров, т. е.
30,15 — 29,9 = 0,25 мм.
Зазоры и натяги
Если деталь с отверстием  насадить на вал с диаметром
насадить на вал с диаметром  , т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70.
, т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70.
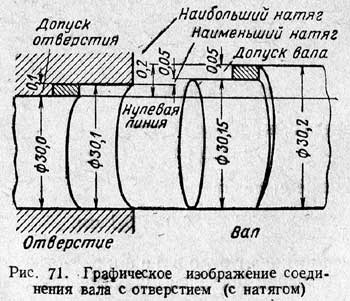
В этом случае посадка называется подвижной, так как вал сможет свободно вращаться в отверстии. Если же размер вала будет  т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.
т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.

На основании изложенного можно сделать следующее заключение:
зазором называют разность между действительными размерами отверстия и вала, когда отверстие больше вала;
натягом называют разность между действительными размерами вала и отверстия, когда вал больше отверстия.
Посадки и классы точности
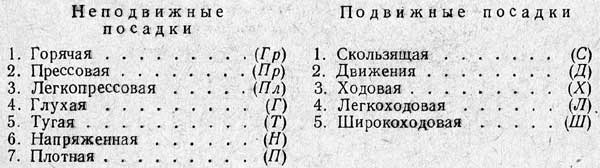
Посадки разделяются на подвижные и неподвижные.
Ниже приводится наиболее применяемые посадки, причем в скобках даются их сокращенные обозначения.
Классы точности.
Из практики известно, что, например, детали сельскохозяйственных и дорожных машин без вреда для их работы могут быть изготовлены менее точно, чем детали токарных станков, автомобилей, измерительных приборов.
В связи с этим в машиностроении детали разных машин изготовляются по десяти различным классам точности.
Пять из них более точные: 1-й, 2-й, 2а, 3-й, За;
два менее точные: 4-й и 5-й;
три остальные — грубые: 7-й, 8-й и 9-й.
Чтобы знать, по какому классу точности нужно изготовить деталь, на чертежах рядом с буквой, обозначающей посадку, ставится цифра, указывающая класс точности.
Например, С4 означает:
скользящая посадка 4-го класса точности;
Х3 — ходовая посадка 3-го класса точности;
П — плотная посадка 2-го класса точности.
Для всех посадок 2-го класса цифра 2 не ставится, так как этот класс точности применяется особенно широко.
Система отверстия и система вала
Различают две системы расположения допусков — систему отверстия и систему вала.
Система отверстия (рис. 72) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, отверстие имеет постоянные предельные отклонения, разнообразие же посадок получается за счет изменения предельных отклонений вала.
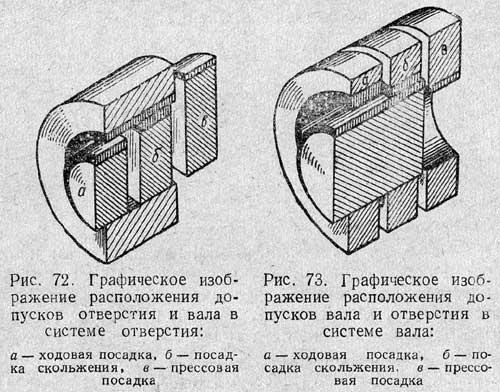
Система вала (рис. 73) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, вал имеет постоянные предельные отклонения, разнообразие же посадок в этой системе осуществляется за счет изменения предельных отклонений отверстия.
На чертежах систему отверстия обозначают буквой А, а систему вала — буквой В.
Если отверстие изготовляется по системе отверстия, то у номинального размера ставят букву А с цифрой, соответствующей классу точности.
Например, 30А3 означает, что отверстие должно быть обработано по системе отверстия 3-го класса точности, а 30А — по системе отверстия 2-го класса точности.
Если же отверстие обрабатывается по системе вала, то у номинального размера ставят обозначение посадки и соответствующего класса точности.
Например, отверстие 30С4 означает, что отверстие нужно обработать с предельными отклонениями по системе вала, по скользящей посадке 4-го класса точности.
В том случае, когда вал изготовляется по системе вала, ставят букву В и соответствующий класс точности.
Например, 30В3 будет означать обработку вала по системе вала 3-го класса точности, а 30В — по системе вала 2-го класса точности.
В машиностроении систему отверстия применяют чаще, чем систему вала, так как это сопряжено с меньшими расходами на инструмент и оснастку.
Например, для обработки отверстия данного номинального диаметра при системе отверстия для всех посадок одного класса требуется только одна развертка и для измерения отверстия — одна /предельная пробка, а при системе вала для каждой посадки в пределах одного класса нужна отдельная развертка и отдельная предельная пробка.
Таблицы отклонений
Для определения и назначения классов точности, посадок и величины допусков пользуются специальными справочными таблицами.
Так как допустимые отклонения являются обычно очень малыми величинами, то, чтобы не писать лишних нулей, в таблицах допусков их обозначают в тысячных долях миллиметра, называемых микронами; один микрон равен 0,001 мм.
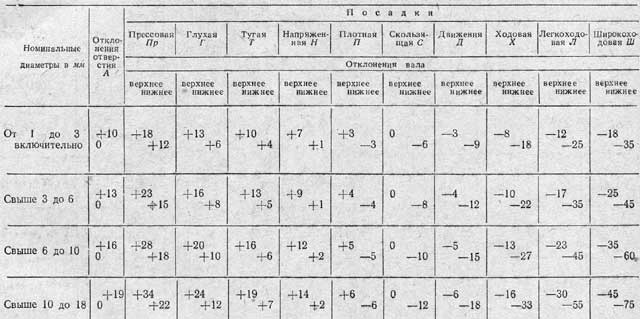
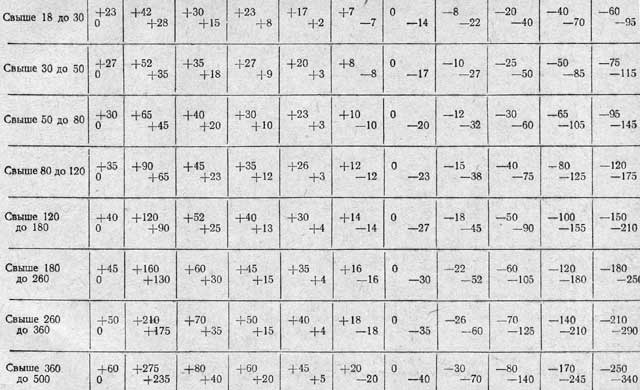
В качестве примера приведена таблица 2-го класса точности для системы отверстия (табл. 7).
В первой графе таблицы даны номинальные диаметры, во второй графе — отклонения отверстия в микронах.
В остальных графах приводятся различные посадки с соответствующими им отклонениями.
Знак плюс (+) показывает, что отклонение прибавляется к номинальному размеру, а минус (-) — что отклонение вычитается из номинального размера.
В качестве примера определим посадку движения в системе отверстия 2-го класса точности для соединения вала с отверстием номинального диаметра 70 мм.
Номинальный диаметр 70 лежит между размерами 50—80, помещенными в первой графе табл. 7.
Во второй графе находим соответствующие отклонения отверстия  . Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю ().
. Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю ().
В графе «Посадка движения» против размера от 50 до 80 указано отклонение для вала 
Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.
Таблица 7
Предельные отклонения отверстия и вала для системы отверстия по 2-му классу точности
(по ОСТ 1012). Размеры в микронах (1 мк = 0,001 мм)
Контрольные вопросы
1. Что называется взаимозаменяемостью деталей в машиностроении?
2. Для чего назначают допустимые отклонения размеров деталей?
3. Что такое номинальный, предельный и действительный размеры?
4. Может ли предельный размер равняться номинальному?
5. Что называется допуском и как определить допуск?
6. Что называется верхним и нижним отклонениями?
7. Что называется зазором и натягом? Для чего предусматриваются в соединении двух деталей зазор и натяг?
8. Какие бывают посадки и как их обозначают на чертежах?
9. Перечислите классы точности.
10. Сколько посадок имеет 2-й класс точности?
11. Чем отличается система отверстия от системы вала?
12. Будут ли изменяться предельные отклонения отверстия для различных посадок в системе отверстия?
13. Будут ли изменяться предельные отклонения вала для различных посадок в системе отверстия?
14. Почему в машиностроении система отверстия применяется чаще, чем система вала?
15. Как проставляются на чертежах условные обозначения отклонений в размерах отверстия, если детали выполняются в системе отверстия?
16. В каких единицах указаны отклонения в таблицах?
17. Определите, пользуясь табл. 7, отклонения и допуск на изготовление вала с номинальным диаметром 50 мм; 75 мм; 90 мм.