Дипломное проектирование — Описание разработки Технологического процесса в Дипломном проекте
Разработка технологического процесса сварки металлоконструкции заданной темой Дипломного проекта

Раздел о подробном описании технологического процесса сварки с наглядным и понятным обоснованием выбора тех или иных технических и организационных решений, способствующих получению качественных сварных конструкций при наименьших материальных и энергетических затратах и высоких технико-экономических показателях.

Выбор рационального способа сварки
Рассматривается 2–3 способа сварки конструкции (например, ручная дуговая сварка покрытыми электродами, механизированная сварка самозащитной порошковой проволокой и механизированная сварка в углекислом газе проволокой сплошного сечения).
Даются схемы и технико-экономические показатели способов сварки и рассматривается возможность эффективного их применения при изготовлении (монтаже, ремонте) заданной конструкции в реальных производственных условиях.
На основании сравнительного анализа делается обоснованный вывод в пользу одного (возможно нескольких) способов сварки.
Оценка свариваемости металла

Анализируются особенности сварки металла. Дается оценка принципиальной и конструктивной пригодности металла к выбранному способу сварки и типу конструкции, а также технологической возможности сварки.
Критериями оценки могут служить:
- склонность металла к образованию горячих, холодных трещин, пор, межкристаллитной коррозии, к чрезмерно высоким напряжениям и деформациям, необходимость проведения высокотемпературного подогрева металла и термической обработки сварных соединений и конструкций и т.д.

Обосновывается выбор:
* вида, типа и марки сварочных материалов, условий их хранения и подготовки к сварке.
* обработки сварочной проволоки и т.п.), исходя из принятого способа сварки, марки и свойств свариваемого металла (в т.ч. свариваемости), характеристики конструкции (габаритов, толщин свариваемых элементов, типов соединений, положений швов при сварке, требований к сварным соединениям), условий производства сварочных работ и т.п.
* оборудования для подготовки к сварке и хранения сварочных материалов на рабочем месте.
Выбор сварочного и вспомогательного оборудования

В этом разделе производится выбор сварочного оборудования (источники питания сварочной дуги, полуавтоматы и автоматы для дуговой сварки, машины контактной сварки, робототехнические комплексы и т.д.), способного оказать применительно к заданной конструкции и конкретному производству положительное влияние на эффективность сварочного процесса (производительность, качество, себестоимость, затраты электроэнергии).
Приводятся технические характеристики оборудования. Информация об оригинальном оборудовании дополняется схемами и подробным описанием.
В разделе также рассматривается целесообразность применения на ряде технологических операций (подогреве, сборке, контроле качества и др.) вспомогательного оборудования (кондукторов, кантователей, вращателей, нагревателей и пр.), которое в предложенном технологическом процессе позволит повысить экономические показатели процесса, но и улучшить условия труда работающих.
Сборка деталей конструкции под сварку

Описываются (с представлением иллюстративного материала) операции, выполняемые при сборке деталей под сварку с использованием вспомогательного оборудования, инвертарных сборочных устройств и/или привариваемых временных сборочных приспособлений (центраторов, фиксаторов, струбцин, стяжных уголков и планок и т.п.).
Приводятся образцы собранных под сварку характерных соединений, на которых показываются значения выдерживаемых параметров сборки (зазоров между свариваемыми кромками или поверхностями деталей, линейное смещение кромок, соосность и др.).
Уделяется внимание постановке прихваток, при этом отмечаются способы и режимы сварки, размеры прихваток и их расположение.
Сварка конструкции

В разделе должны найти отражение с соответствующим обоснованием: режимы сварки (для механизированной сварки в защитном газе и сварки плавящимся электродом).
Параметрами режима сварки являются:
диаметр сварочной (электродной) проволоки,
род, полярность и сила сварочного тока,
напряжение дуги,
скорость сварки,
скорость подачи проволоки,
вылет проволоки,
расход газа,
температура плавления основного металла (температура подогрева),
последовательность и способы выполнения швов (слоев);
порядок постановки сварных точек (при точечной контактной и точечной дуговой сварке)

В случае необходимости детально рассматриваются вопросы техники сварки, которые в ряде случаев являются одними из решающих при получении бездефектных сварных соединений.
И термическая обработка сварных соединений, если таковая необходима, при этом отмечается необходимость и особенности проведения термической обработки выполненных сварных соединений и/или конструкций.
Контроль технологического процесса сварки

В разделе студент должен показать принятый в Дипломном проекте –
порядок проведения,
состав,
объемы и методы входного,
операционного и приемочного контроля технологического процесса сварки,
требования к качеству сварных соединений,
установленные нормативной документацией на сварку заданной конструкции.
Повышенное внимание следует обращать на приемочный контроль качества сварных соединений неразрушающими и разрушающими методами контроля.
Составление технологических документов на процесс сварки конструкции
Технологическая карта
Объект |
Организация-подрядчик работ |
Шифр карты |
|
Стальная опора |
НТК |
НТК |
|
|
Способ сварки: полуавтоматическая сварка Тип шва:У4 Тип соединения:угловое Положение при сварке:в лодочку Вид соединения: одностороннее |
Основной материал: сталь 09Г2С Номер ГОСТа, ТУ:ГОСТ 19281-89 Эквивалент углерода:макс. 0,25% Типоразмер: 120х120х4000мм Метод подготовки: механическая резка, шлифовка, зачистка, сборка, сварка Способ сборки: с использованием прихваток, цепной кантователь Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: от16-17 шт., длиной 30 мм |
||
Присадочные материалы (наименование, марка, размер, тип): проволокой Св-08ГС |
|||
|
Защитный газ:двуокись углерода сварочная 1-го сорта Расход защитного газа:15 л/мин. |
|||
|
Сварочное оборудование: инверторный источник питания ДC400.33УКП Вспомогательный инструмент:УШМ, щетка, молоток, Измерительный инструмент: УШС-3, Лупа 10 - кратная выдвижная со светодиодной подсветкой, |
|||
|
Сушка/прокалка сварочных материалов перед сваркой: не подлежит |
|||
После сварочная термообработка (метод, температура, скорость нагрева и охлаждения): высокий отпуск на протяжении 1 часа при температуре 300-400 ºС, с последующим медленным охлаждением до 300 ºС и завершением процедуры на открытом воздухе |
|||
|
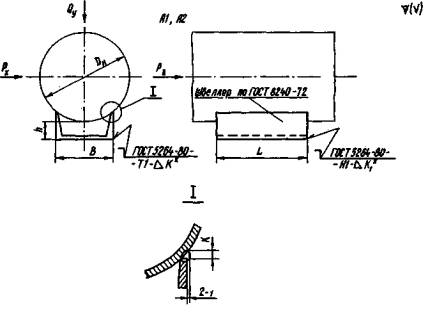
Эскиз №1. Конструкция соединения |
Эскиз №2. Порядок сварки и конструктивные элементы шва |
||
|
|
|
||
Организация-разработчик: | |||
Редакция: |
Дата: |
Стр.: |
Всего стр.: |

Объект |
Организация-подрядчик работ |
Шифр карты |
||||||
Технология изготовления опоры |
НТК |
НТК- |
||||||
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ | ||||||||
Номер шва |
Диаметр проволокимм |
Род и полярность тока |
Сила сварочного тока, А |
Напряже-ние, В |
Скорость сварки, м/мин |
|||
Прихватка и «корень» шва |
1,2 |
Постоянный, обратная |
190 |
24 |
0,20 |
|||
Заполняющие слои |
1,2 |
Постоянный, обратная |
160 |
21 |
0,20 |
|||
Облицовочный |
1,2 |
Постоянный, обратная |
190 |
19 |
0,20 |
|||
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | ||||||||
Операция |
Оборудование и инструмент |
|||||||
1. Очистка. Очистить металл от заусениц, загрязнений. Осмотреть поверхность и кромки. На кромках не должно быть надрывов и трещин. |
Ветошь, щетка, УШМ |
|||||||
2. Подготовка к сборке. Зачистить до металлического блеска поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. При обработке следы зачистки должны быть направлены вдоль кромок. Сборка стыка производится на прихватках согласно эскизу № 2. Зачистить прихватки от шлака и брызг. Начало и конец каждой прихватки следует вышлифовать для последующей переплавки в ходе сварки. |
Ветошь, щетка, молоток, молоток-шлакоотделитель, УШМ, шаблон УШС-3, плоскогубцы, инверторный источник питания ДC400.33УКП |
|||||||
3. Сварка. Выполнить сварку шва неподвижной опоры. Шов выполняется в три этапа. После сварки каждого участка производится зачистка шва. При наличии излишнего усиления необходимо провести шлифовку УШМ, обеспечив одинаковую высоту валика по всей длине сварного соединения. По окончании сварки произвести очистку швов. |
Инверторный источник питания ДC400.33УКП, УШМ, щетка, молоток-шлакоотделитель |
|||||||
4. Контроль. Осуществить визуально-измерительный контроль сварных соединений, провести ультразвуковой контроль. |
ВИК, УШС-3, УЗК |
|||||||
Этот раздел должен заканчиваться или составлением – карты технологического процесса на одну две операции сборки и сварки конструкции, или (при применении способов дуговой сварки) оформлением инструкции на технологический процесс сварки (спецификации процесса сварки) одного из соединений конструкции.
В заключительной части Дипломного проекта:
- Технико-экономические показатели

Раздел выполняется под руководством консультанта по экономической части проекта.
Приводится обоснование экономической эффективности результатов выполненной работы.
- Охрана труда

Раздел выполняется под руководством консультанта по охране труда.
Представляются инженерно-технологические решения, обеспечивающие безопасные и безвредные условия труда, пожарную и экологическую безопасность при реализации результатов выполненной работы в производстве.