АРГОНО-ДУГОВАЯ СВАРКА — Лекция: 1. Аргоно-дуговая сварка
Оглавление / Contents
- Аргоно-дуговая сварка как вид сварки плавлением.
Аргонодуговая сварка относится к виду сварки плавлением

Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона).
Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Газ Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной.
При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции.
Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
- Некоторые виды металлов не могут быть сварены обычной сваркой.
- В случае использования обычных электродов шов получается не прочным и не может обеспечить плотного соединения.
- Для цветных металлов, легированной стали и сплавов требуется Аргонно-дуговая сварка.
Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом.
В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.

При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла.
Вольфрам относят к тугоплавким металлам.
Поэтому, назначение вольфрамовых электродов - в зажигании и поддержании сварочной дуги.

Газы (АРГОН )защищают сварочную зону от воздействий окружающей среды.
И так же алюминий, титан, никель подвержены окислению.
Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси.
Основным газом считают аргон. Поэтому, сварка получила название аргоно-дуговая сварка.
Аргон производят трех сортов:
Сорт аргона, для аргонодуговой сварки, зависит от содержания (%) в нем чистого аргона.
Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
==================================================
НОРМАТИВНЫЕ ДОКУМЕНТЫ лля Аргоно-дуговой сварки.
ГОСТ 5.917-71
Горелки ручные для аргонодуговой сварки;
ГОСТ 14771-76
Дуговая сварка в защитном газе. Соединения сварные;
ГОСТ 18130-79
Полуавтоматы для дуговой сварки плавящимся электродом;
ГОСТ 14806-80
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
ГОСТ 2246-70
Проволока стальная сварочная.
ГОСТ 23949-80
Электроды вольфрамовые сварочные неплавящиеся;
ГОСТ 10157-79
Аргон газообразный и жидкий
ГОСТ 7871-75
Проволока сварочная из алюминия и алюминиевых сплавов;
ГОСТ 13821-77
Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров.

Основным элементом является источник питания (сварочный аппарат)
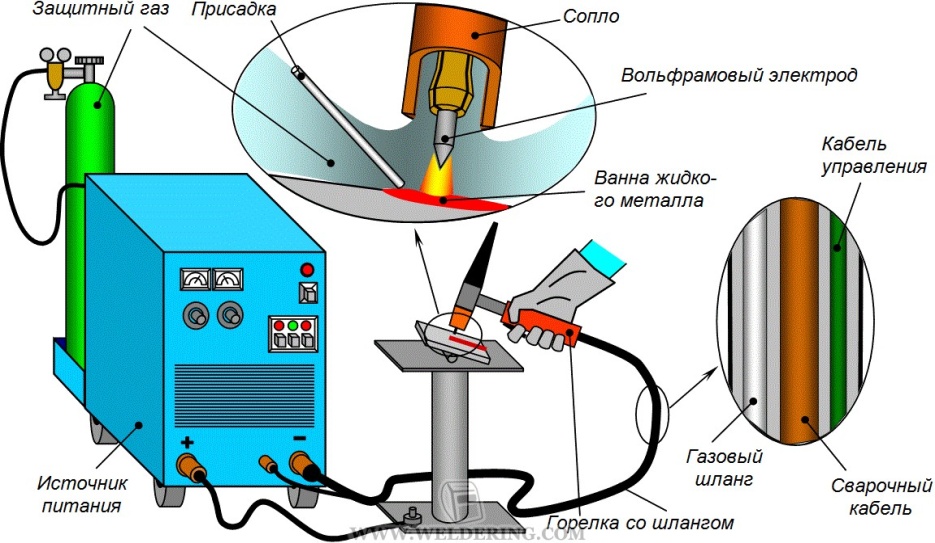
На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка.
В горелку, вставляют вольфрамовый электрод

И подают аргон из баллона.


Аргон подается по резиновым шлангам.
Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей.
Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.

Сварочную проволоку, (присадку) для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали.
Сварщик нарезает ее, для удобства, по размерам сварочного шва.
На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонная (аргонодуговая) сварка – технология, принцип работы, обрудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов.
Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ (Аргон) эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.

Как известно, «варить алюминий» очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления.
Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода.
Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.

Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др.
Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях
 .
.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Технологические особенности сварки Аргоном
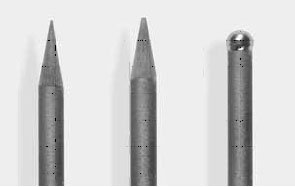
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама.
Данный металл обладает характеристиками:
- температура его плавления составляет 3410 градусов
- кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость.
(что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама)
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если - легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др.
МАРКИРОВКА
Буквенная часть маркировки - состав электрода.
Первой буквой всегда является – W, вольфрам.
Вторая буква - оксид какого химического элемента входит в состав электрода.
Основные легирующие оксиды имеют обозначения:
C (Ce церий) оксид церия
Z (Zr цирконий) оксид циркония
L (La лантан) оксид лантана
T (Th торий) оксид тория
P (иногда не указывается) чистый вольфрам без добавок
Число, следующее за буквенным обозначением, показывает - каков процент добавки в составе электрода в десятых долях процента.
Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Также, через дефис в маркировке электрода, может быть указано еще одно число оно означает длину в миллиметрах.
(175 мм наиболее распространенный размер)
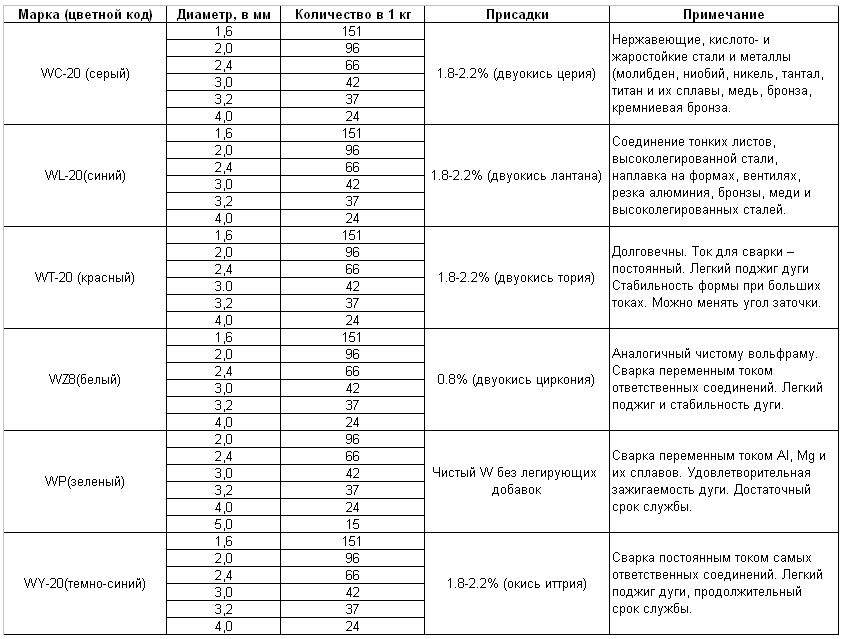
По диаметру:
1,0 мм, 1,6 мм, 2,0 мм, 2,4 мм, 3,0 мм, 3,2 мм, 4,0 мм, 4,8 мм, 5,0 мм, 6,0 мм, 6,4 мм.
Цветовые отметки соответствуют определенным маркам:

зеленый WP (чистый вольфрам)
серый WC 20 (с оксидом церия 2%)
черный WL 10 (с оксидом лантана 1%)
золотой WL 15 (с оксидом лантана 1,5%)
синий WL 20 (с оксидом лантана 2%)
белый WZ 8 (с оксидом циркония 0,8%)
желтый WT 10 (с оксидом тория 1%)
красный WT 20 (с оксидом тория 2%)
фиолетовый WT 30 (с оксидом тория 3%
)
оранжевый WT 40 (с оксидом тория 4%)
WT 30 и WT 40 - торий является радиоактивным элементом.
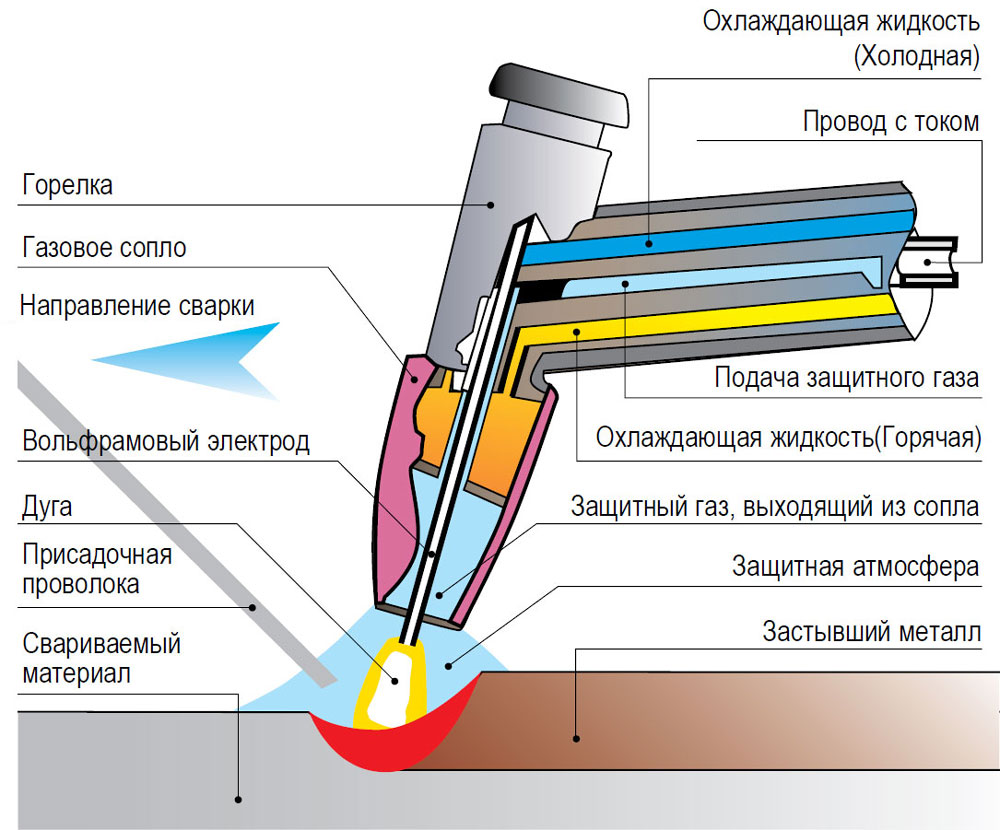
Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.

Параметры вольфрамовых электродов
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем:
• К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса (обратный провод).
• Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.

- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала.
- Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение прутком поперечных движений, а только выполняемых в продольном направлении.
- В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
- Основным назначением такого материала является - заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
- Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей.
- Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Оборудование для сварки

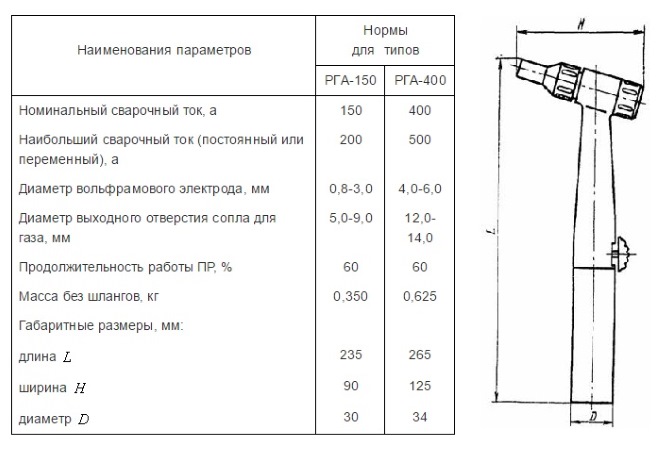
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400.
Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм.
Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм.
Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Сопла, могут иметь различную форму:
- цилиндрическую,
- коническую,
- профилированную.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра.
Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен.
Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка с использованием пульсирующего тока.
В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются.
Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону.
Такая опция позволяет получать качественные и надежные сварные соединения.

Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения.
Технология аргонодуговой сварки
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки.
Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса.
Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва.
Присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа.
Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.