МДК 04.01.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе — Механизм подачи сварочной проволоки для полуавтоматической сварки
Оглавление / Contents
- Контрольные вопросы к Лекции: Механизмы подачи сварочной проволоки
1. Каково предназначение Подающего Механизма для полуавтоматической электросварки?
2. Какие существуют способы подачи сварочной проволоки, и в чём их отличия?
3. Что такое - Подающий Механизм?
4. Какие основные части составляют Подающий Механизм?
5. Какие по месту расположения существуют Подающие Механизмы?
6. Что входит в управление параметрами сварки?
7. Что входит в понятие - Источники сварочного тока?
8. Что такое сварочный инвертор?
9. Что входит в комплект шланг-комплекта для полуавтоматической сварки?
10. Для чего служат шланг-комплекты, и что входит в их комплектацию?
11. Какие существуют классы для сварочных рукавов, и для чего используется каждый тип рукавов?
12. Что такое сварочные рукава?
13. Для чего служит разъём KZ-2?
14. Для чего необходимы подающие ролики в механизме для подачи сварочной проволоки?
15. Почему в сварочных полуавтоматах используется электронная система управления двигателями?
16. Как влияет скорость подачи проволоки на качество сварных швов?
17. Какие предъявляются требования, и почему к подающим роликам?
18. Для чего в механизмах подачи проволоки предусмотрена возможность аварийного отключения?
19. Какой недостаток имеется в сварочной проволоке, который исправляется во время работы механизмом подачи?
20. Чем может быть вызвано ухудшение сварочного шва во время непрерывной работы, и что нужно проверить в первую очередь?
Механизм подачи сварочной проволоки

Предназначение подающего механизма для полуавтоматической электросварки
В процессе полуавтоматической сварки происходит равномерное поступление сварочной проволоки в рабочую зону.
Существует несколько способов подачи сварочной проволоки в зону электрической дуги.
Толкающий способ.
Это наиболее распространенный метод и состоит он в том, что привод подачи проволоки, толкающий ее к горелке (через рукав), расположен в корпусе аппарата.
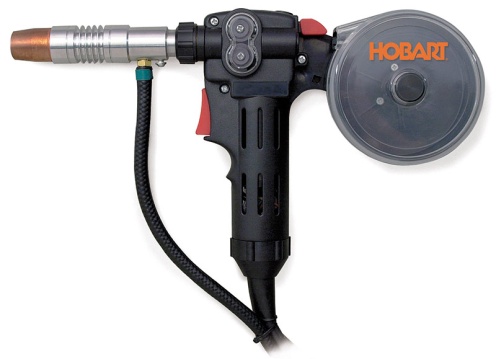
Тянущий способ.
Как видно из названия, привод подачи тянет проволоку, поэтому размещен в ручке горелки.

Толкающе-тянущий способ.
В этом случае используются оба метода – один привод находится в ручке горелки (тянет проволоку), другой расположен в корпусе аппарата (толкает проволоку).
Оба привода работают согласованно и применяются при значительной длине рукавов.
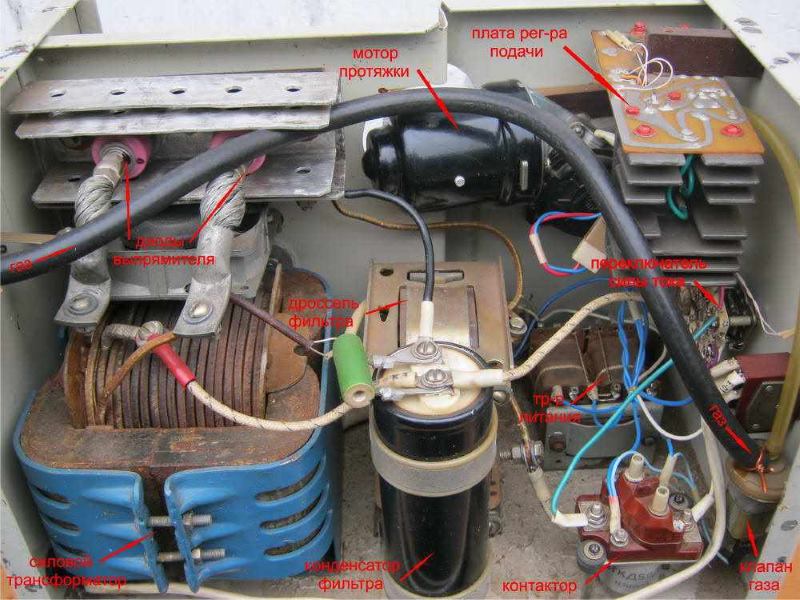
Устройство, обеспечивающее перемещение сварочной проволоки, называется подающим механизмом.

Основными составляющими его конструкции являются:
Электродвигатель подачи
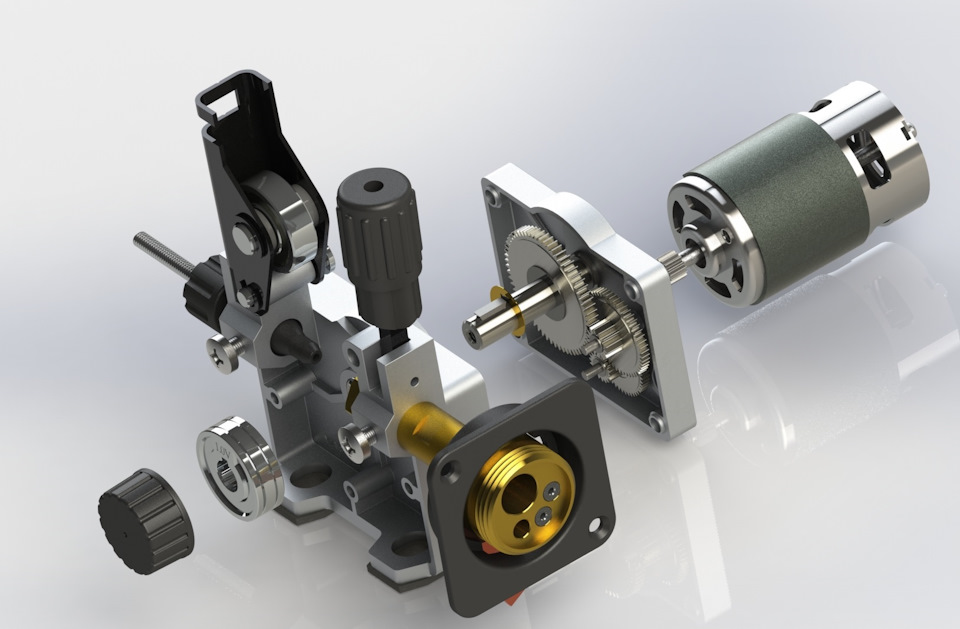
Комплект подающих и прижимных роликов



Устройство, обеспечивающее регулировку скорости подачи

Комплект кабелей и шлангов, с помощью которого производится подача проволоки в зону сварки

Газовый клапан.

По своему исполнению подающие механизмы подразделяются на:
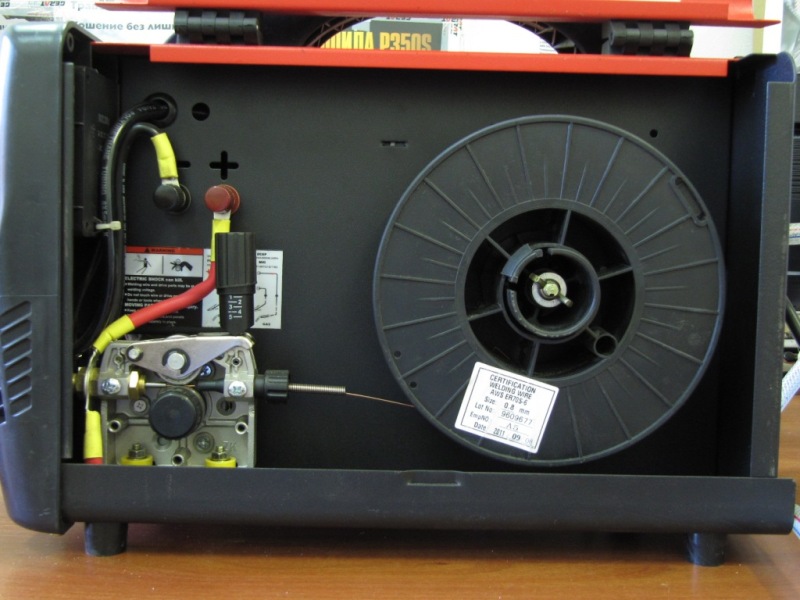
Встроенные, когда данное устройство находится в одном корпусе с источником сварочного тока.
Выносные, позволяющие получать большую мобильность при проведении сварочных работ.

На панели выносного подающего механизма размещается панель управления параметрами сварки:
- регулировка сварочного тока и соответствующего напряжения,
- подача проволоки для сварки,
- расход и давление применяемого защитного газа.
Для соединения источника сварочного тока и механизма подачи используются шланг-пакеты с комплектацией.



Они обеспечивают подвод сварочного тока от трансформатора к подающему механизму и, соответственно, к сварочному наконечнику горелки.

Сварочные рукава подразделяются на классы, существует три типа:
Первый класс.
Используется совместно с пропаном, ацетиленом и бутаном, может выдерживать до 0,63 Мпа.
Шланги такого вида выпускаются в красном цвете.
Второй класс.
Подходит для подачи жидкого топлива: бензин, керосин. Расцветка – желтая.
Третий класс.
Синие рукава, по ним транспортируется кислород.
Также есть шланги черного цвета – это означает, что они подходят для работы с любыми расходными материалами.
Помимо этого, на рукав наносится информация, которая указывает, для каких целей нужно это изделие.
В маркировке первой идет римская цифра – это класс,
затем диаметр, максимальное давление и буквенная аббревиатура, указывающая на допустимые климатические условия.
В конце – ГОСТ, регулирующий выпуск этой продукции.
Сварочные рукава это транспортная система, предназначенная непосредственно для перемещения проволоки, по проложенной в форме спиралевидной направляющей или тефлоновой трубки.
Во время работы внутренняя часть подвергается активному трению, именно поэтому она быстро изнашивается.
Сильнее всего деформация заметна при контакте с алюминиевой проволокой, поэтому в данном случае лучше выбрать рукав с тефлоновой трубкой – его прочность выше.
Если вы видите, что качество сварного шва ухудшилось, это может быть вызвано заеданием проволоки при подаче или недостаточным количеством газа.
Всё это говорит о том, что комплектующие пора менять.
Еще один элемент, на который надо постоянно обращать внимание, – это разъём.


Нередко являются универсальными, евростандарт KZ-2.
Основные задачи, для этого устройства, это:
- снабжение защитным газом, который по характеристикам может быть инертным или активным (он предохраняет шов от окисления);
- направление и подача проволоки;
- обеспечение постоянного питания для поддержания сварочной дуги;
- связь с кнопкой пуска.
Чтобы рукав нормально работал, следует использовать его по назначению, а также соблюдать общие правила и нормативы при сварке.
Изделие нужно беречь от попадания капель расплавленного металла и агрессивных веществ – для этого существуют защитные чехлы.
Важно следить, чтобы шланг не перекручивался, иначе он будет менее эффективно выполнять свои функции.
Другой функцией является создание надежного - механизма обратной связи между панелью управления, расположенной на подающем устройстве, и источником питания.
Это позволяет регулировать основные параметры сварки или создавать условия для контроля параметров дуги при наличии в сварочном аппарате автоматического блока управления.

Такие функции выполняют современные инверторные источники сварочного тока.
Назначение подающих роликов
Кроме основной функции, которая заключается в равномерной подаче сварочной проволоки в рабочую зону с определенным усилием, которое необходимо для преодоления неизбежных сил трения, возникающих при изгибе подающих шлангов, другой их функцией является процесс выпрямления профиля проволоки.
Обычно сварочная проволока поставляется в виде бобин и бухт, она имеет постоянный изгиб.


Поэтому для точного позиционирования ее в сварочном наконечнике необходима прямолинейность ее профиля.
Все это обеспечивается как конструкцией, так и количеством подающих роликов.

Применение сварочной проволоки с покрытием предъявляет к конструкции подающих роликов требования по обеспечению его сохранности.
Для этого используются вкладыши из полимерных материалов, устанавливаемые в калиброванные канавки.
Они не создают значительного механического воздействия на поверхность проволоки в процессе подачи.
Скорость подачи сварочной проволоки и методы ее регулировки
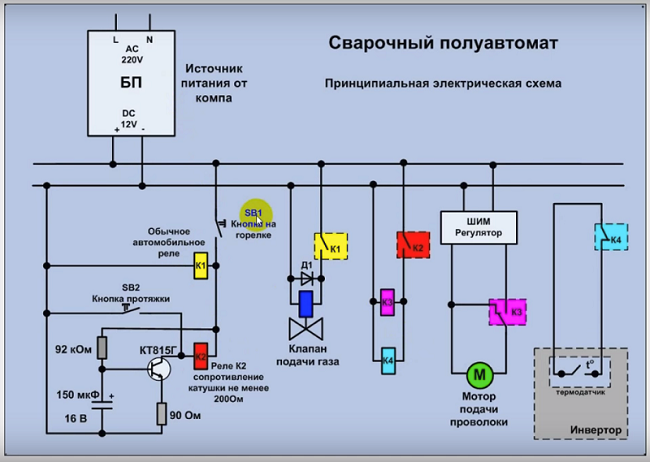
Для того, чтобы обеспечить равномерную и стабильную скорость подачи проволоки, применяются электродвигатели как постоянного, так и переменного тока.
Компенсация различных усилий в ее продвижении по тракту происходит за счет создания электронных систем управления двигателями.
Они обеспечивают повышение мощности при увеличении усилия продвижения.
Однако, при достижении критического, предполагают отключение подачи.
Критические усилия могут возникать при значительной деформации проволоки как на входном тракте, так и в самом механизме, включающем в себя подающие шланги и сварочный наконечник.

Если не предусматривать возможность аварийного отключения при превышении усилия протяжки, то возможен выход механизма подачи из строя.
Так же предусмотрено отключение подающего механизма при прекращении подачи газа и отсутствии сварочной дуги.