МДК.04.01 Основы организации и планирования производственных работ на сварочном участке — СХЕМА СБОРКИ КОНСТРУКЦИИ ФЕРМА
Оглавление / Contents
- СХЕМА СБОРКИ КОНСТРУКЦИИ ФЕРМА
СХЕМА СБОРКИ КОНСТРУКЦИИ ФЕРМА

Общие сведения о схемах и методах сборки сварных конструкций
Способы сборки
В зависимости от формы, размеров элементов и типа производства применяются следующие способы сборки конструкций под сварку:
- сборка по предварительной разметке;
- по упорам-фиксаторам;
- по шаблонам-копирам;
- по контрольным отверстиям в собираемых элементах, в кондукторах, на поточных линиях.
Сборка по разметке заключается в том, что положение каждого элемента определяется рисками, нанесенными на смежных элементах по чертежным размерам. Конструкцию собирают в соответствии с нанесенными рисками.
Прицелочная разметка - когда заготовки, (элементы конструкции укладываются в кондуктор без соблюдения точных размеров по позициям указанных в чертежах, но по геометрии соответсвтующей конструкции, с подгонкой под размеры)
Сборка по упорам-фиксаторам состоит в том, что по очертаниям изделия на стеллажах или на плите устанавливают упоры, которые определяют расположение элементов изделия согласно чертежу.
Упроы фиксаторы устанавливаются по точным размерам и определяют точную геометрию конструкции согласно указанным размерам в чертежах.
Сборка по шаблонам-копирам отличается тем, что первоначально изготовляют шаблон, имеющий форму изделия (копир). Элементы изделия совмещают с шаблоном и скрепляют между собой прихватками.
Шаблоны имеют точную геометрию и размеры соответственно указаниям в чертежах.
Сборка по контрольным отверстиям заключается в: заготовительных цехах в основных сопрягаемых элементах конструкции - делают сборочные отверстия.
Эти сборочные отверстия совмещают в смежных элементах и скрепляют сборочными болтами.
Кондуктор-шаблон с однотипной конструкцией и геометрией и размерами используется для многоразового изготовления однотипных элементов конструкции или самой конструкции. Для этого просверливаются отверстия в столе. В стол с отверстиями согласно указанных размеров в ТД, закрепляются зажимы, и потом в них фиксируются элементы конструкции для сборки.
Сборка в кондукторе — наиболее производительный метод, обеспечивающий одновременно высокое качество сборки.
Кондуктор представляет собой стационарное устройство, которое обеспечивает правильное взаимное расположение элементов конструкции в соответствии с чертежом. Элементы в кондукторе удерживаются упорами и прижимными устройствами без фиксации прихватками.
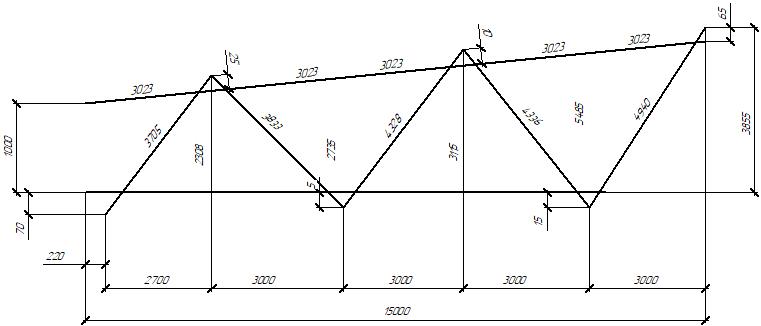
СВАРКА МЕТАЛЛИЧЕСКОЙ ФЕРМЫ
Порядок сварки металлической фермы начинается с - изготовления её элементов – труб, пластин, соединительных элементов, швеллеров, уголков по заданным чертежам.
Изготовленные элементы фермы собирают на стеллаже или в стапелях и скрепляют.
Последовательность наложения сварных швов при сварке фермы, собранной на прихватках, должна выполняться в соответствии с технологией, предусматривающей получение минимальных короблений (деформаций), допустимых без последующей рихтовки (исправления геометрии) фермы.
Порядок сварки узлов всегда следует вести от середины фермы к её концам.
На первом этапе сборочно - сварочных работ кромки труб прихватываются между собой в местах соприкосновения, контролируются геометрические размеры.
Далее в узловых точках по ограничителям и упорам размещаются пластины и фасонные элементы.
С помощью кран - балки, ветви верхнего и нижнего пояса выкладываются по упорам, прижимаются эксцентриковыми пневматическими и винтовыми прижимами к фасонкам и сухарям.
Затем проверяются геометрические размеры верхнего и нижнего пояса, измеряется теоретическая длина между ними (по направлению стоек и раскосов) и наносятся риски на фасонки.
После проведенного контроля производится прихватка фасонных элементов с элементами пояса.
Ориентируясь по совпадению рисок на фасонках и на концах стержней решетки, выкладываются первые ветви стоек и раскосов. Стержни прижимаются и свариваются.
Последовательность сборки фермы
1. Выполняется сборка нижнего пояса из труб позиции 2, 3 (отмечены в чертеже). Не, пользуясь фиксаторами, ограничителями и закрепляющими устройствами, выкладывают, согласно чертежу, первые ветви верхнего и нижнего пояса фермы.

Раскладка поясов фермы
2. В кондуктор укладываются верхний и нижний пояса позиции. 1, 2, 3.
3. Устанавливаются позиции 4-10

Установка раскосов и связей
4. Выполняется контроль по кондуктору. Проверяется правильность положения поясов и узловых точек, измеряя линейкой или струной по направлению стоек, раскосов и связей их теоретическую длину между взаимно противоположными точками и одновременно наносят риски по направлению элементов трубной решетки.
5. Производится сборка позиций 1-10 на прихватках ручной дуговой сваркой
6. По кондуктору устанавливаются позиции 11-22
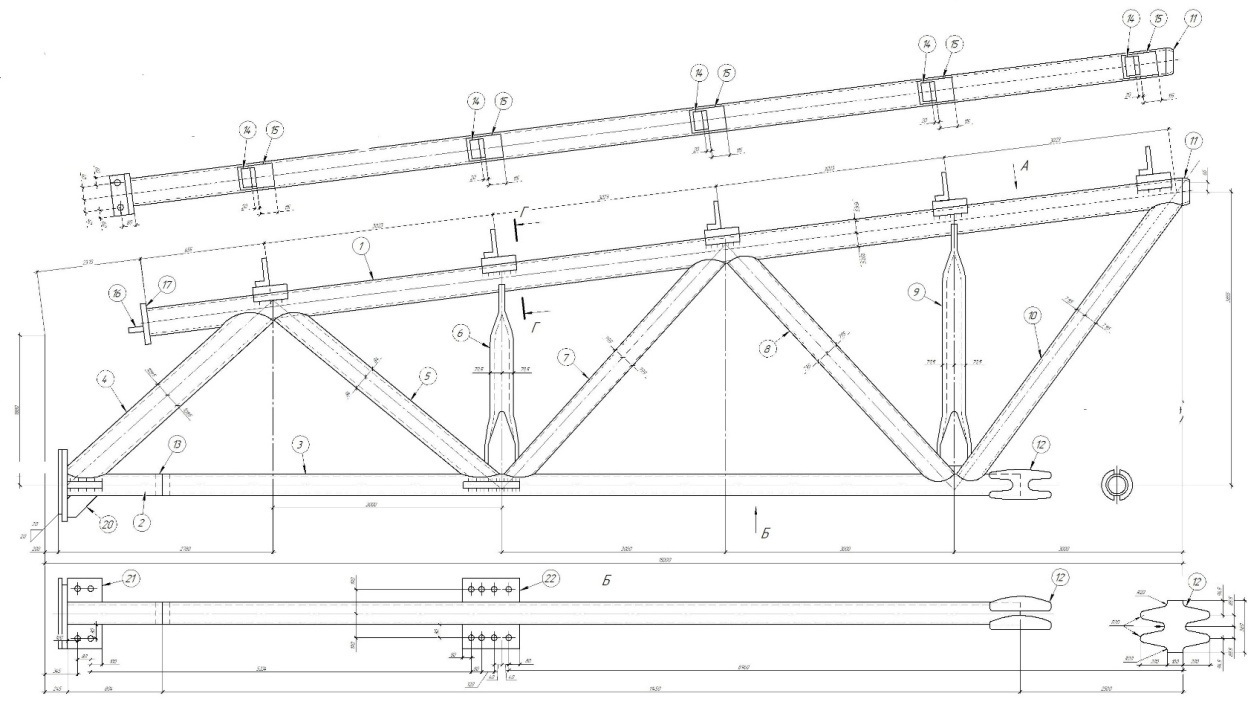
7. Выполняется сборка позиций 11-22 на прихватках ручной дуговой сваркой.
(после сборки на прихватках ферму перевозят на сварочный пост)
8. Производится контроль размеров.
9. Приемка ОТК качества сборки.
10. Транспортировка на сварочный пост
ЗАДАНИЕ
ответить на вопросы:
1. Что значит сборка по предварительной разметке?
2. Что значит сборка по шаблонам?
3. Что такое Сборка по разметке?
4. Что такое кондуктор?
5. Что значит - раскладка поясов?
6. Из какого металлического профиля может изготовляться металлоконструкция - Ферма?
7. Что значит последовательность наложения сварных швов, и для чего надо соблюдать эту последовательность?
8. Что такое нижний пояс Фермы, и что такое верхний пояс Фермы?
9. Что такое раскосы, и что такое связи в металлоконструкции - Ферма?
10. Когда производится контроль размеров и приёмка ОТК качества сборки, и после каких Этапов?