МДК.02.02 Основы проектирования технологических процессов — ТЕХКАРТА изготовление Балки двутавровой
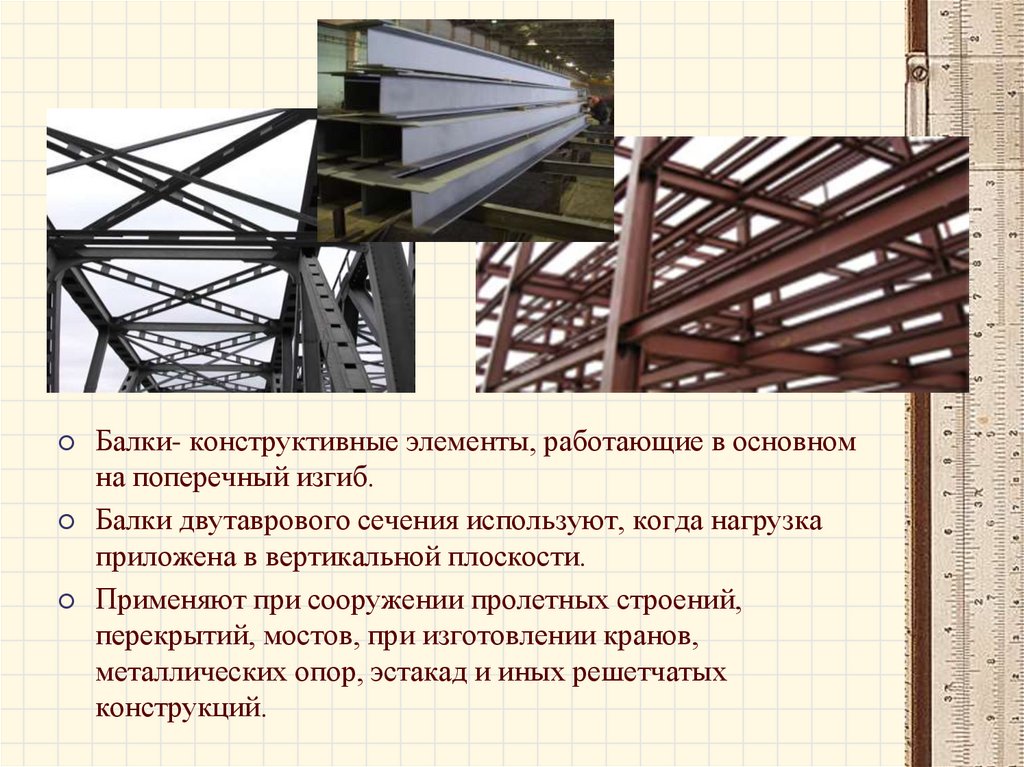
Разработка технологической карты на изготовление сварной двутавровой балки
Технологическая карта (ТК) — это документ, который описывает последовательность выполнения операций при изготовлении изделия.
ТК включает в себя информацию о материалах, оборудовании, инструментах, режимах обработки и контроля качества.
В данном случае рассмотрим разработку ТК на изготовление сварной двутавровой балки.
Технологическая карта обеспечивает четкую последовательность операций при изготовлении сварной двутавровой балки, что позволяет добиться высокого качества продукции и соблюдения нормативных требований. При необходимости карта может быть адаптирована под конкретные условия производства.
1. Исходные данные
- Наименование изделия: Сварная двутавровая балка.
- Материал: Сталь конструкционная (например, С245, С255 или аналогичная).
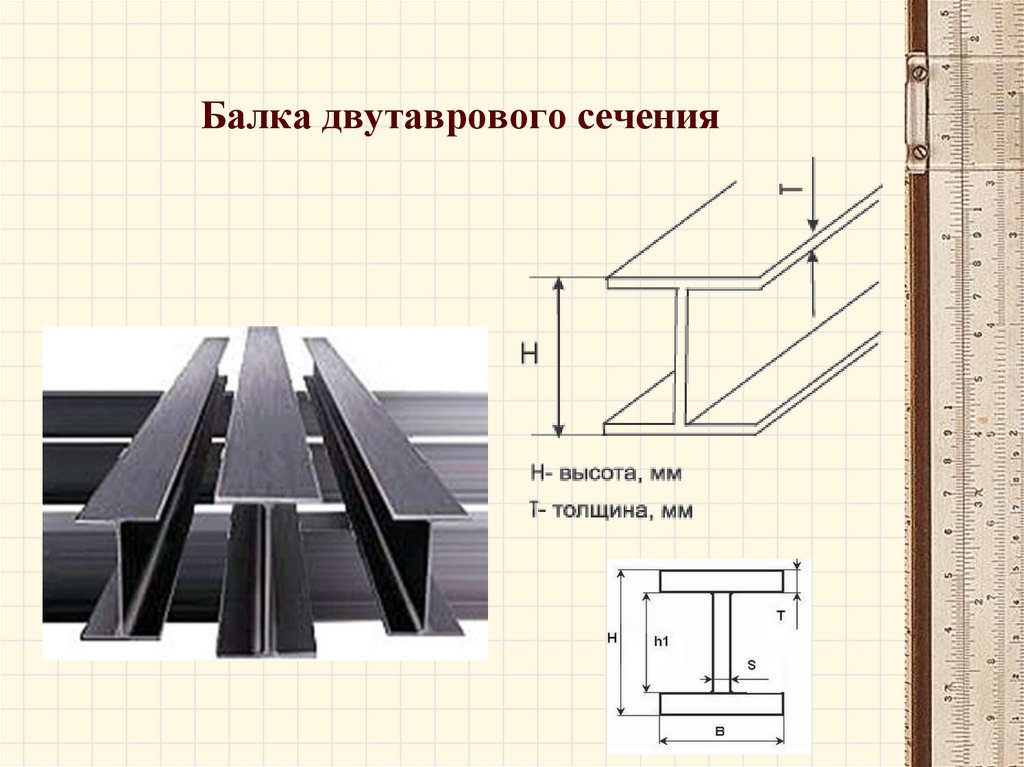
- Размеры балки:
- Высота стенки (h): 300–600 мм.
- Ширина полок (b): 150–300 мм.
- Толщина стенки (s): 6–12 мм.
- Толщина полок (t): 8–20 мм.
- Длина балки: До 12 м.
- Требования к качеству сварки: Согласно ГОСТ 5264-80 или другим нормативным документам.
- Нормативные документы: ГОСТ 26020-83 (профили стальные горячекатаные), ГОСТ 8713-79 (сварка под флюсом).

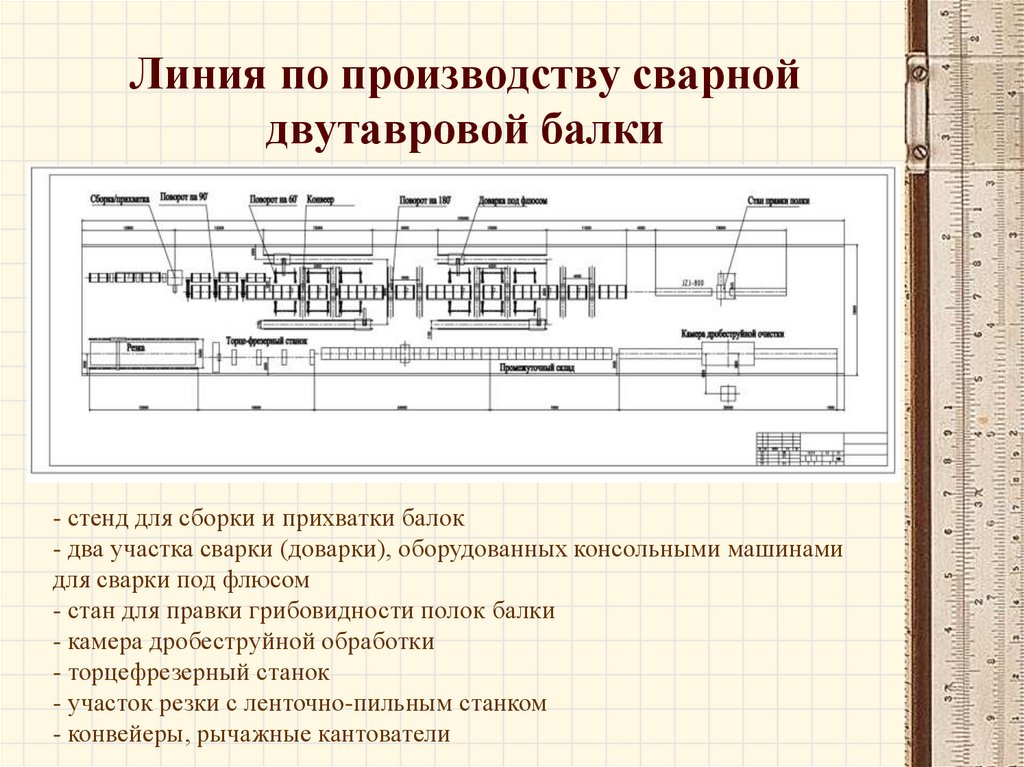
2. Последовательность операций
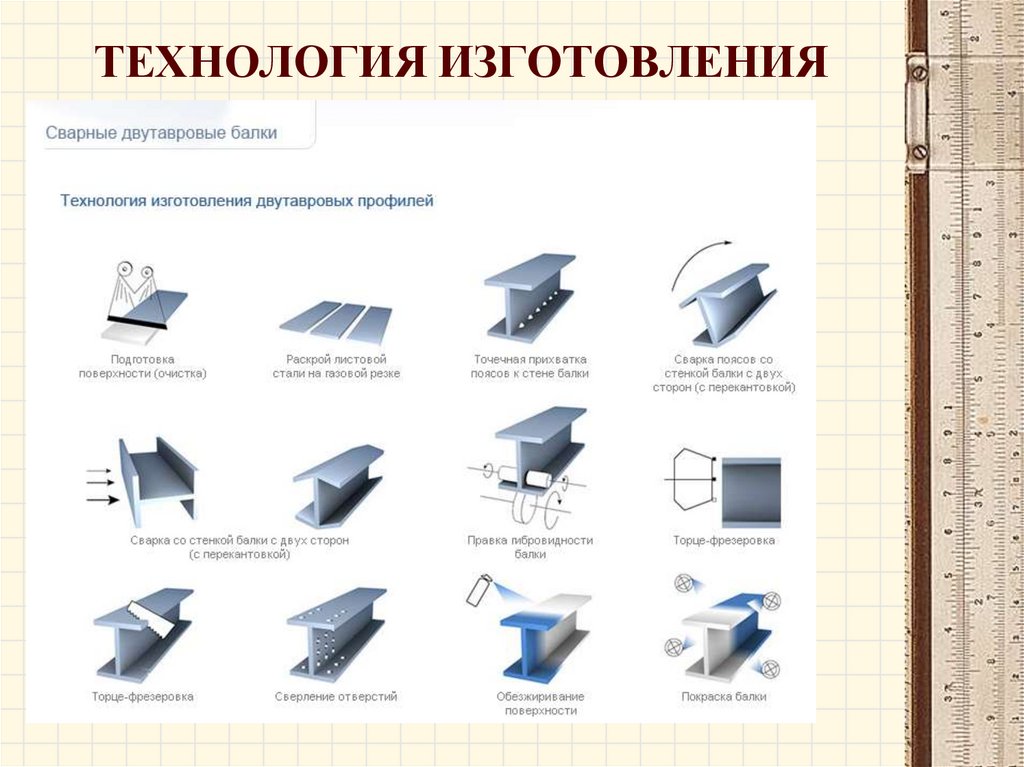
2.1. Подготовка материалов

- Раскрой листового проката:
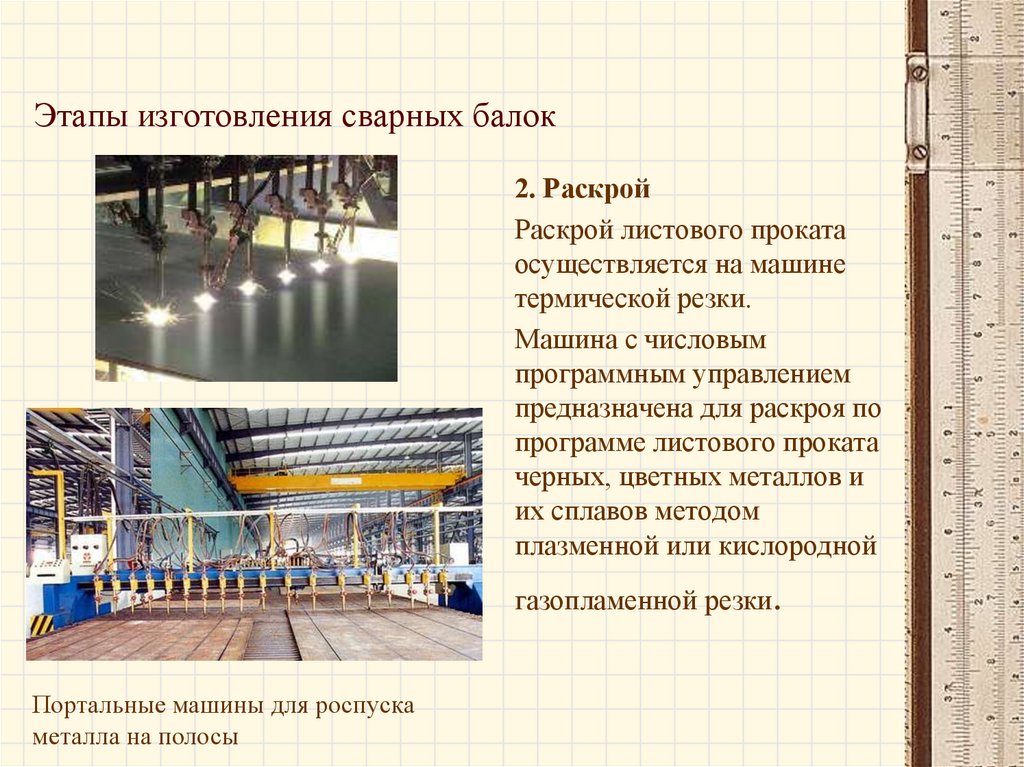
- Используется гильотинные ножницы или плазменная резка для раскроя заготовок:
- Заготовка стенки: размеры h × L (высота × длина).
- Заготовка полок: размеры b × L (ширина × длина).
- Допуски на размеры: ±1 мм.
- Угол скоса кромок: 30°–45° для сварки.

2. Контроль качества заготовок:
- Проверка геометрических размеров.
- Контроль отсутствия дефектов (трещины, заусенцы).
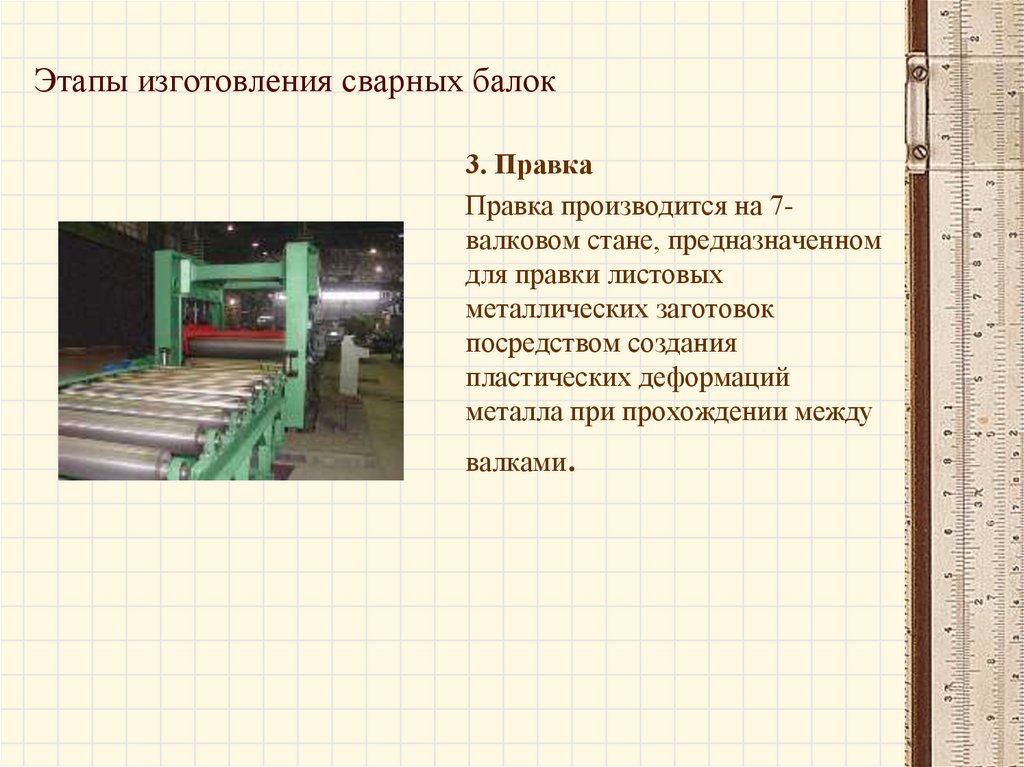
2.2. Формирование профиля
1. Гибка полок (если требуется):
- Если полки имеют уклон, используется листогибочный станок.
- Угол гиба контролируется шаблоном.
2. Сборка элементов балки:
- Стенка и полки собираются на сборочном стенде.
- Фиксация элементов осуществляется с помощью прихваток (длина прихватки 30–50 мм, шаг 300–500 мм).
- Контроль перпендикулярности полок относительно стенки.

2.3. Сварка
1. Выбор способа сварки:
- Ручная дуговая сварка (РДС) или автоматическая сварка под флюсом.
- Электроды: Э42А, Э50А (для РДС).
- Флюс: АН-348А (для автоматической сварки).

2. Режимы сварки:
- Ток: 180–250 А (для РДС), 400–600 А (для автоматической сварки).
- Напряжение: 22–28 В.
- Скорость сварки: 20–40 м/ч.
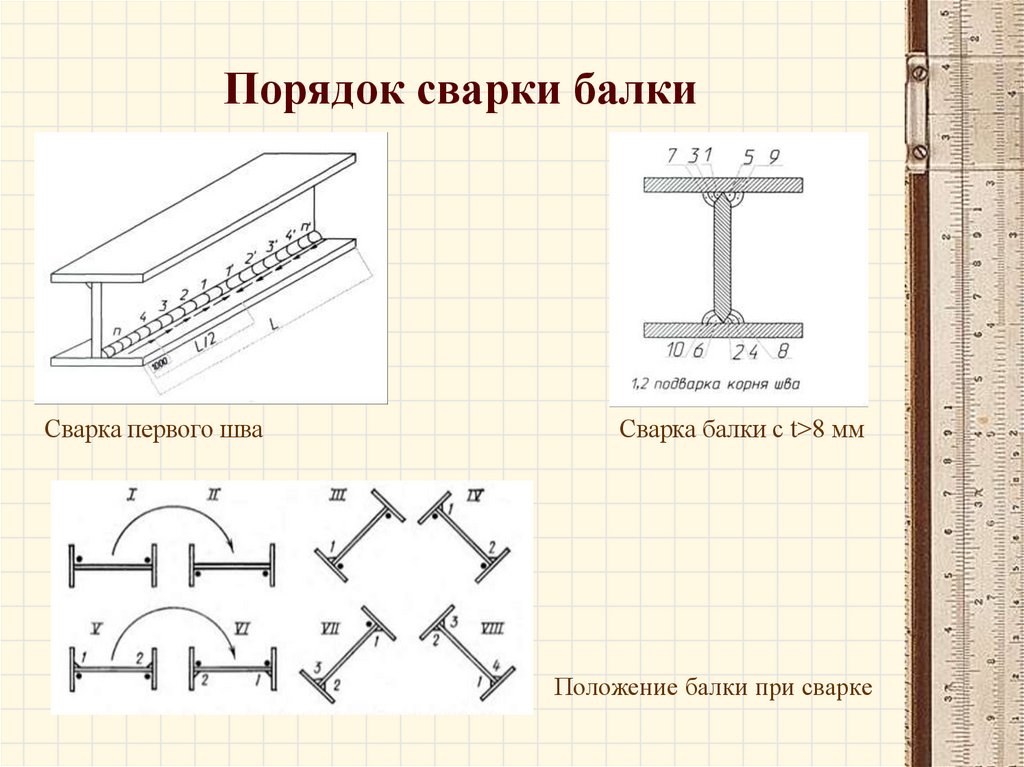
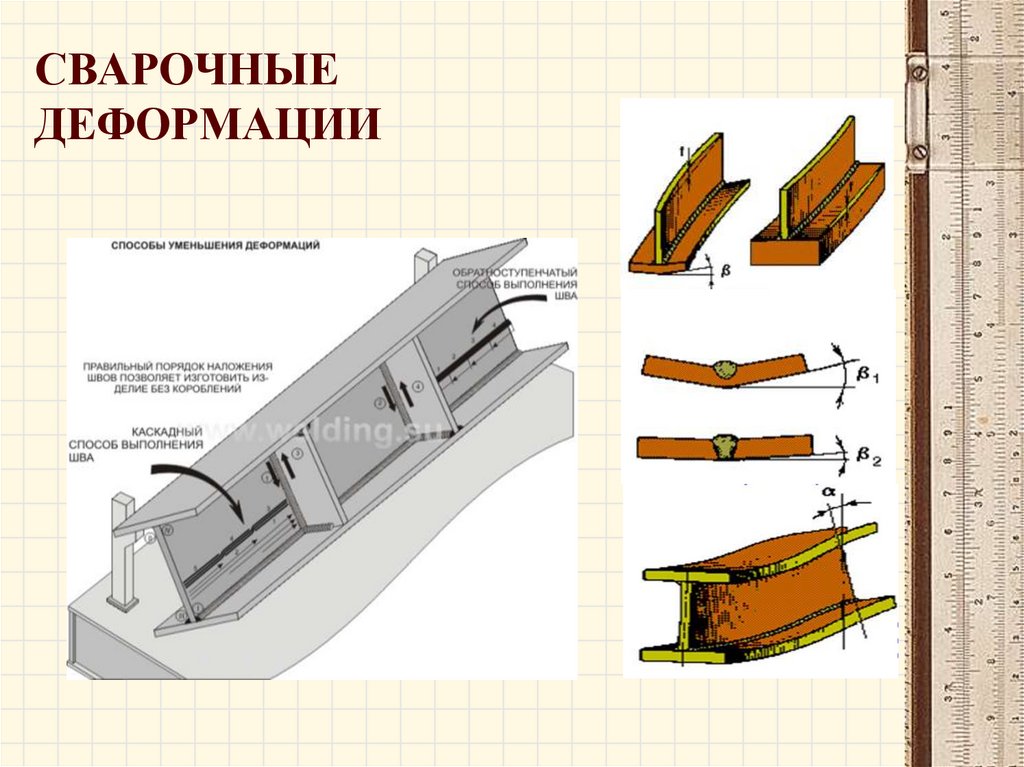
3. Последовательность сварки:
- Сначала выполняется сварка коротких швов (прихваток).
- Затем выполняется основная сварка угловых швов по всей длине балки.
- Сварка производится с обеих сторон для минимизации деформаций.
2.4. Контроль качества сварных соединений
1. Визуальный контроль:
- Проверка наличия трещин, пор, подрезов.
- Размеры сварного шва: катет шва (k) = 6–10 мм (в зависимости от толщины полок).
2. Ультразвуковой контроль (УЗК):
- Проверка внутренних дефектов шва.
3. Измерение геометрии балки:
- Прямолинейность: допуск ±2 мм на 1 м длины.
- Перпендикулярность полок: допуск ±1 мм.
2.5. Обработка готового изделия
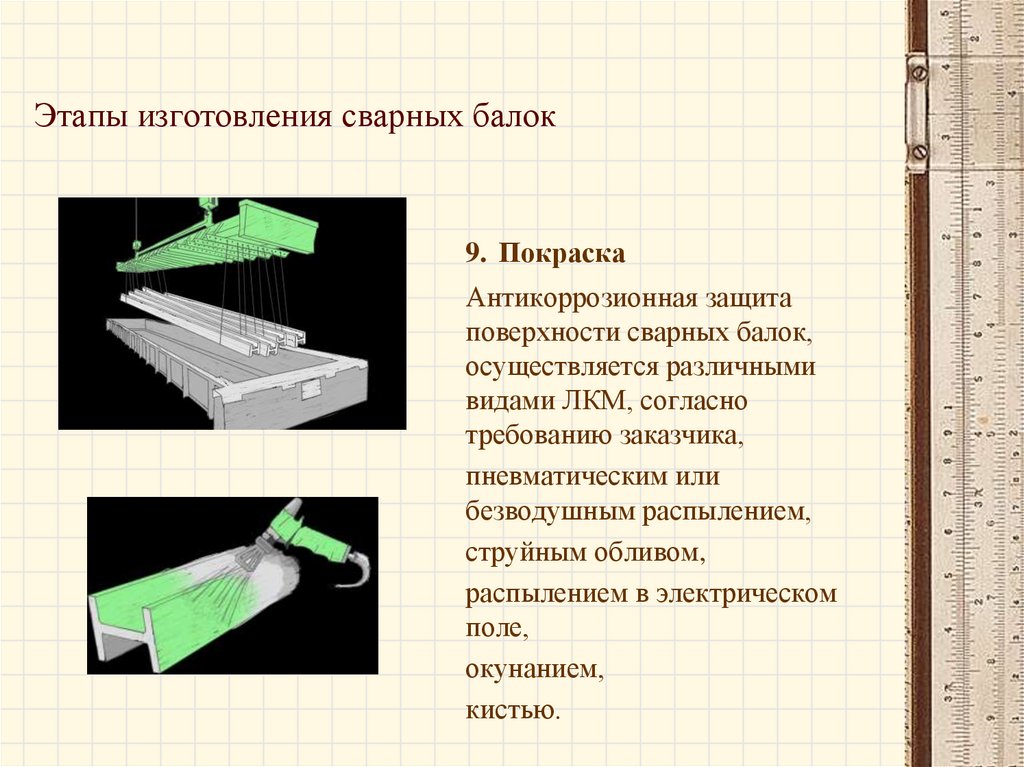
1. Защитное покрытие:
- Очистка поверхности от окалины и грязи.
- Нанесение грунтовки и окраска (если требуется).
2. Маркировка:
- Нанесение маркировки согласно чертежу (номер изделия, дата изготовления).
3. Используемое оборудование и инструменты
1. Оборудование для раскроя:
- Гильотинные ножницы.
- Плазморезочные установки.
2. Сборочно-сварочное оборудование:
- Сборочный стенд.
- Сварочные аппараты (ручные и автоматические).
- Листогибочный станок.
3. Контрольно-измерительные приборы:
- Штангенциркуль.
- Угломер.
- Ультразвуковой дефектоскоп.
4. Техника безопасности
1. Общие требования:
- Использование средств индивидуальной защиты (очки, перчатки, защитная одежда).
- Обеспечение вентиляции в зоне сварки.
2. При работе с оборудованием:
- Соблюдение правил эксплуатации машин и механизмов.
- Заземление сварочного оборудования.
3. При работе с материалами:
- Осторожное обращение с острыми кромками металла.
- Хранение электродов и флюсов в сухом месте.
Технико-экономические показатели
1. Норма времени на изготовление одной балки:
- Подготовка материалов: 1,5 часа.
- Сборка и сварка: 3–4 часа.
- Контроль и обработка: 1 час.
- Итого: 5,5–6,5 часов.
2. Расход материалов:
- Сталь листовая: расчет по чертежу.
- Электроды: 1,5–2 кг на 1 м шва.
- Флюс: 0,5–1 кг на 1 м шва.
3. Экономический эффект:
- Снижение трудоемкости за счет автоматизации процессов.
- Минимизация брака благодаря контролю качества.