МДК.02.02 Основы проектирования технологических процессов — Порядок разработки технологического процесса изготовления сварных конструкций
Порядок разработки технологического процесса изготовления сварных конструкций
Технологический процесс (ТП)
Техпроцесс — это упорядоченная последовательность взаимосвязанных действий, выполняющийся до получения требуемого результата. Часть Производственного процесса (ПП), содержащая целенаправленные действия по изменению состояния предмета труда. (к предметам труда относят заготовки и изделия) ГОСТ 3.1109-82
Любой Технологический процесс, это часть более сложного процесса и совокупность менее сложных технологических процессов, в которые входят операции.
Технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. Как правило, каждая технологическая операция выполняется на одном рабочем месте и не более, чем одним сотрудником.
Технологические процессы состоят из технологических (рабочих) операций, которые, в свою очередь, складываются из технологических переходов от одной операции к другой.
Классификация технологических процессов.
Проектирование технологических процессов сварки представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования.
Оптимальный вариант технологического процесса изготовления сложной сварной конструкции выбирается из нескольких расчетных вариантов технологии.
В зависимости от основного назначения различают перспективные и рабочие технологические процессы.
Перспективный включает в себя последовательность технологических операций, разбивку конструкции на отдельные технологические узлы или элементы, эскизную проработку специальных приспособлений и оснастки, расчеты режимов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций, сравнительную оценку разработанных вариантов технологии.
После окончательного утверждения Технического Проекта и принятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий включает в себя следующие действия:
уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
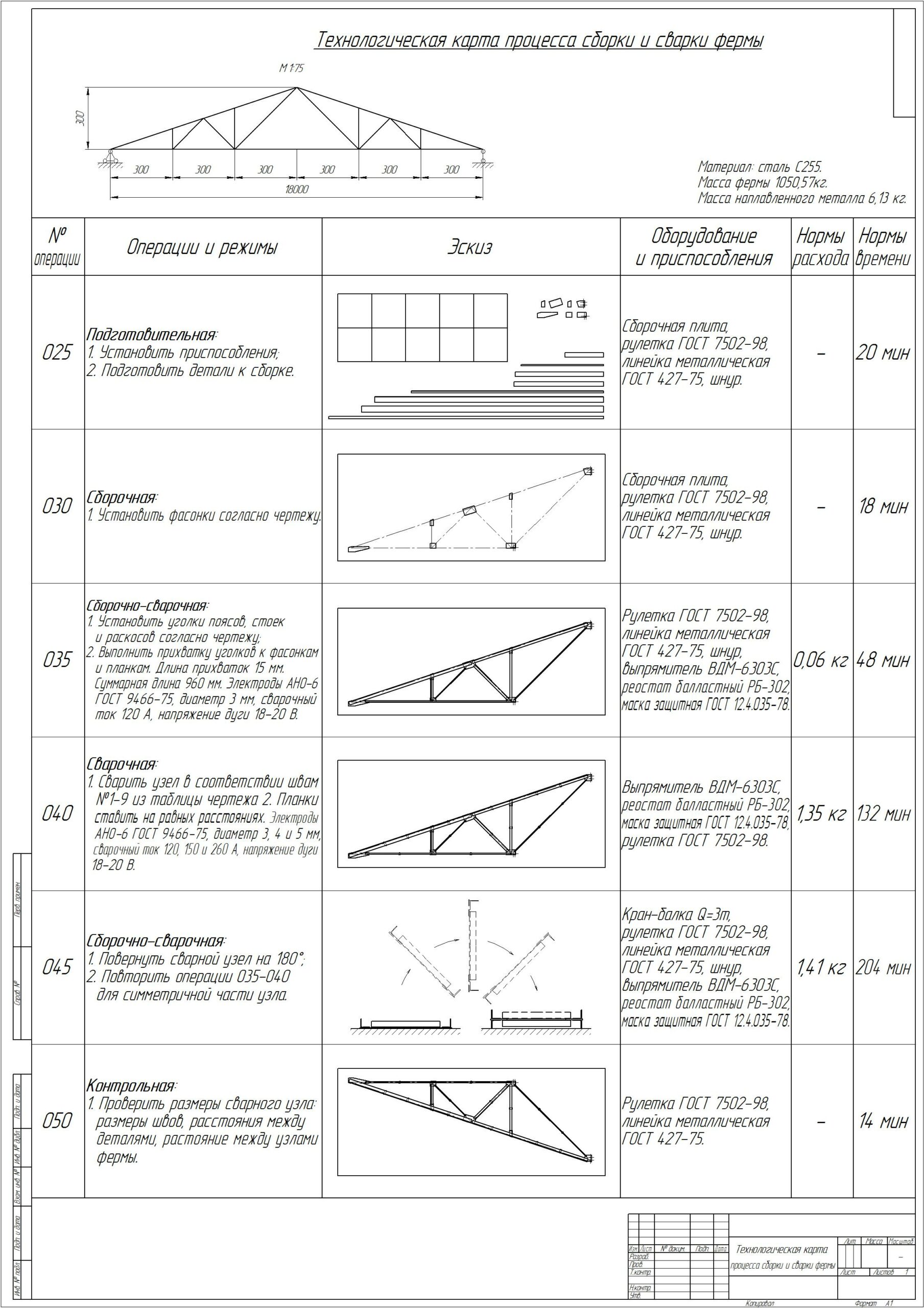
разработку технологических карт, в которых указывают все параметры режима сварки, применяемые сварочные материалы и оборудование;
краткие описания технологических приемов выполнения отдельных сварочных операций;
требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида: типовой и единичный.
Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых Технологических Процессов (ТП) и стандартов на технологические операции.
В зависимости от степени детализации каждый ТП может быть маршрутным, операционным или операционно-маршрутным.
Типовые ТП разрабатывают на основе анализа многих действующих и возможных ТП для типовых групп изделий.
Технологическая операция является частью ТП, выполняемой на одном рабочем месте.
Фазы технологического процесса
Фаза — комплекс работ, выполнение которых завершает определенную часть технологического процесса и связано с переходом заготовки (изделия) из одного качественного состояния в другое.
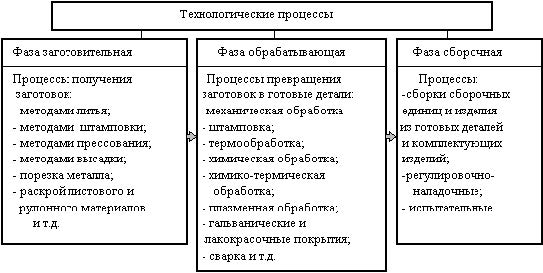
В машиностроении и приборостроении технологические процессы в основном делятся на три фазы:
- Заготовительная (заготовки, элементы конструкции, детали)
- Обрабатывающая (подготовка заготовок к сборке, механическая обработка кромок)
- Сборочная (сборка на прихватках, контроль геометрии, сварочный процесс)
Разработка типового технологического процесса сварки.
Существуют следующие основные этапы разработки типового ТП:
классификация объектов производства — выбирают группы объектов, имеющих общие конструктивно-технологические характеристики, и типовых представителем групп;
количественная оценка групп объектов — оценка типа производства (единичное, серийное или массовое);
анализ конструкций типовых объектов по чертежам, ТУ, программам выпуска и типу производства — разрабатывают основные маршруты изготовления конструкций, включая заготовительные процессы;
выбор деталей и способов их изготовления с технико-экономической оценкой — оценивают точностные характеристики способов изготовления и качества поверхности, выбирают способ обработки;
выбор технологических баз; (способ изготовления, приспособления, оборудование)
выбор вида производства (сварка, литье, обработка давлением, механическая обработка);
составление технологического маршрута обработки — определяют последовательность операций и выбирают группы оборудования по операциям;
разработка технологических операций; (технологию изготовления)
расчет точности, производительности и экономической эффективности вариантов типовых ТП с выбором оптимального варианта;
оформление документации на типовой ТП, согласование ее с заинтересованными службами и утверждение.
Разработка технологических операций включает в себя:
выбор структуры и рациональное построение операций;
определение рациональной последовательности переходов в операции;
выбор оборудования, обеспечивающего оптимальную производительность и требуемое качество;
выполнение расчета загрузки технологического оборудования;
выбор конструкции технологической оснастки;
расчет припусков на обработку и межоперационных припусков, установление исходных данных для расчета оптимальных режимов обработки и норм времени;
определение разряда работ и профессии исполнителей.
На предприятии должны быть компьютерные информационно-поисковые системы для поиска ранее разработанных аналогичных ТП и отдельных технологических операций. Всю информацию вводят в компьютер в кодированном виде.
Нормативная документация сварочные технологические процессы
Классификация видов нормативных документов
Различают основные и вспомогательные документы.
Основные документы полностью и однозначно определяют ТП (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач.
Основные документы бывают общего и специального назначения.
Вспомогательные документы применяют при разработке, внедрении и функционировании ТП (операции).
Общие правила заполнения Нормативной документации (НД) установлены ГОСТ 3.1705—81.
Документы общего назначения применяют в отдельности или в комплекте на ТП вне зависимости от методов изготовления изделий. К ним относятся Титульный Лист (ТЛ), Карта Эскизов (КЭ), Технологическая Инструкция (ТИ).
Документы Специального Назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства.
К ним откосятся:
маршрутная карта (МК);
карта технологического процесса (КТП);
карта типового технологического процесса (КТТП);
универсальная карта типового технологического процесса (КТТП/У);
операционная карта (ОК);
карта типовой операции (КТО);
комплектовочная карта (КК);
технико-нормировочная карта (ТНК);
карта кодирования информации (ККИ);
ведомость технологических маршрутов (ВТМ);
ведомость оснастки (ВО);
ведомость оборудования (ВОБ);
ведомость материалов (ВМ) и др.
Комплектность Технических Документов (ТД) определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой).
Каждый разработанный документ должен иметь самостоятельное обозначение.
Пример: ТД — 0229014, где цифры означают: 02 — комплект документов ТП, 2 — типовой процесс, 90 — сварка, 14 — рельефная сварка.
Общие правила заполнения технологических документов на сварку
Терминология и классификация видов сварки, сварных соединений, швов, оборудования и материалов должны соответствовать ГОСТ 2601-84 и ГОСТ 19521-74.
Унифицированная запись наименований операций (переходов) должна выполняться в МК, КТП, КТТП, ОК, ВО и BOБ.
Применяют три формы записи: полную, краткую и по кодовым обозначениям.
Полную запись применяют в МК при маршрутном описании ТП для единичного и мелкосерийного производства, а также в МК, КТП (КТТП), ОК при операционном и маршрутно-операционном описании ТП, если входящие в операцию переходы не различаются по способу сварки.
Краткую запись применяют в НД любого вида, если входящие в операцию переходы различаются по способу сварки, а также при операционном и маршрутно-операционном описании ТП.
Унифицированная запись операции (перехода) должна содержать ключевые слова:
Наименование, номер позиции, указания на выполняемые по эскизу швы детали;
Наименование способа сварки;
Информацию о прихватках;
Наименование способа выполнения операции, перехода (на разметке, по упору и т.п.);
Особые условия сварки (положение, последовательность выполнения швов, температуру подогрева и т.п.)
Дополнительные требования к выполнению операции (это указывают в графе «Особые указания»);
Информацию по безопасности труда;
Ссылки на документы, содержащие информацию, которая дополняет или разъясняет текстовую запись (чертеж, эскиз).
При описании операций указывают в технологической последовательности - переходы, установки, сборки, сварки, зачистки и др., если их выполняют на том же рабочем месте, где идет сварка, и так же исполнителей (работников).