МДК.02.02 Основы проектирования технологических процессов — Технологическая карта Опора металлическая
9. Технологическая карта
Объект |
Организация-подрядчик работ |
Шифр карты |
|
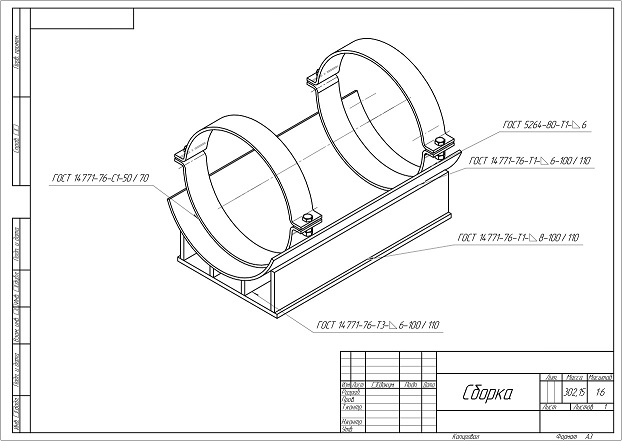
Технология сборки и сварки металлической опоры |
НТК |
НТК- СП-412 |
|
|
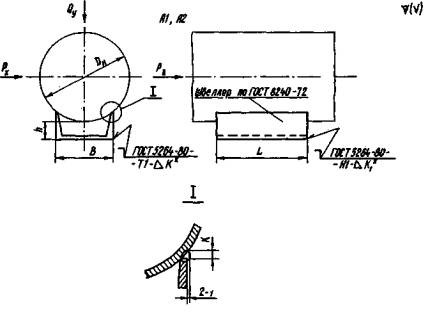
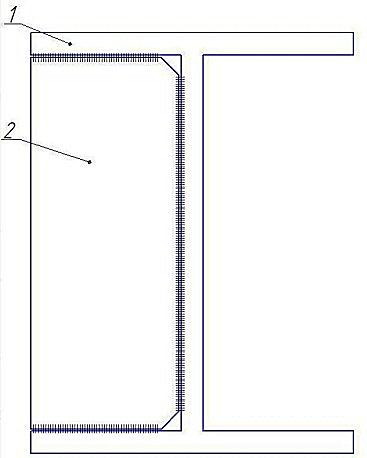
Способ сварки: полуавтоматическая сварка Тип шва:Т1, Н1 Тип соединения: тавровое, нахлёсточное Положение при сварке: в лодочку Вид соединения: одностороннее |
Основной материал: сталь 09Г2С Номер ГОСТа, ТУ:ГОСТ ГОСТ 19281 - 89 Эквивалент углерода: макс. 0,25% Типоразмер: 10х120х120х4000мм Метод подготовки: механическая резка, шлифовка, зачистка, сборка, сварка Способ сборки: с использованием прихваток, цепной кантователь, струбцины Просушка стыка: при наличии на кромках следов влаги Требования к прихватке: от16-17 шт., длиной 30 мм |
||
Присадочные материалы (наименование, марка, размер, тип): проволокой Св-08ГС |
|||
|
Защитный газ: двуокись углерода сварочная 1-го сорта Расход защитного газа:12 л/мин. |
|||
|
Сварочное оборудование: инверторный источник питания ДC400.33УКП Вспомогательный инструмент: УШМ, щетка, молоток, Измерительный инструмент: УШС-3, Лупа 10 - кратная выдвижная со светодиодной подсветкой, |
|||
|
Сушка/прокалка сварочных материалов перед сваркой: не подлежит |
|||
Термообработка (метод при имеющейся рекомендации), температура, скорость нагрева и охлаждения: высокий отпуск на протяжении 1 часа при температуре 300-400 ºС, с последующим медленным охлаждением до 300 ºС и завершением процедуры на открытом воздухе |
|||
|
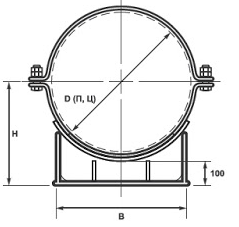
Эскиз №1. Конструкция соединения |
Эскиз №2. Порядок сварки и конструктивные элементы шва |
||
|
|
|
||
Организация-разработчик: | |||
Редакция: |
Дата: |
Стр.: |
Всего стр.: |
 690880-3089275
690880-3089275Объект |
Организация-подрядчик работ |
Шифр карты |
||||||
Технология изготовления опоры |
НТК |
НТК- СП-412 |
||||||
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАРКИ | ||||||||
Номер шва |
Диаметр проволоки мм |
Род и полярность тока |
Сила сварочного тока, А |
Напряжение, В |
Скорость сварки, м/мин |
|||
Прихватка и «корень» шва |
1,2 |
Постоянный, обратная |
190 |
24 |
0,20 |
|||
Заполняющие слои |
1,2 |
Постоянный, обратная |
18 |
21 |
0,20 |
|||
Облицовочный |
1,2 |
Постоянный, обратная |
16 |
19 |
0,20 |
|||
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | ||||||||
Операция |
Оборудование и инструмент |
|||||||
|
Очистка. Очистить металл от заусениц, загрязнений. Осмотреть поверхность и кромки. На кромках не должно быть надрывов и трещин. |
Ветошь, щетка, УШМ |
|||||||
|
Подготовка к сборке. Зачистить до металлического блеска поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. При обработке следы зачистки должны быть направлены вдоль кромок. Сборка стыка производится на прихватках согласно эскизу № 2. Зачистить прихватки от шлака и брызг. Начало и конец каждой прихватки следует вышлифовать для последующей переплавки в ходе сварки. |
Ветошь, щетка, молоток, молоток-шлакоотделитель, УШМ, шаблон УШС-3, плоскогубцы, инверторный источник питания ДC400.33УКП |
|||||||
|
Сварка. Выполнить сварку шва неподвижной опоры. Шов выполняется в три этапа. После сварки каждого участка производится зачистка шва. При наличии излишнего усиления необходимо провести шлифовку УШМ, обеспечив одинаковую высоту валика по всей длине сварного соединения. По окончании сварки произвести очистку швов. |
Инверторный источник питания ДC400.33УКП, УШМ, щетка, молоток-шлакоотделитель |
|||||||
4. Контроль. Осуществить визуально-измерительный контроль сварных соединений, при необходимости провести ультразвуковой контроль. |
ВИК, УШС-3, УЗК |
|||||||