МДК.02.02 Основы проектирования технологических процессов — РАЦИОНАЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Оглавление / Contents
- РАЦИОНАЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
РАЦИОНАЛЬНОЕ ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Что надо знать:
Исходные данные для проектирования технологического процесса изготовления сварных конструкций.
Этапы проектирования сварных конструкций.
Уметь рационально выстроить технологический процесс изготовления сварных конструкций.
Использование механизации и автоматизации сварки конструкций.

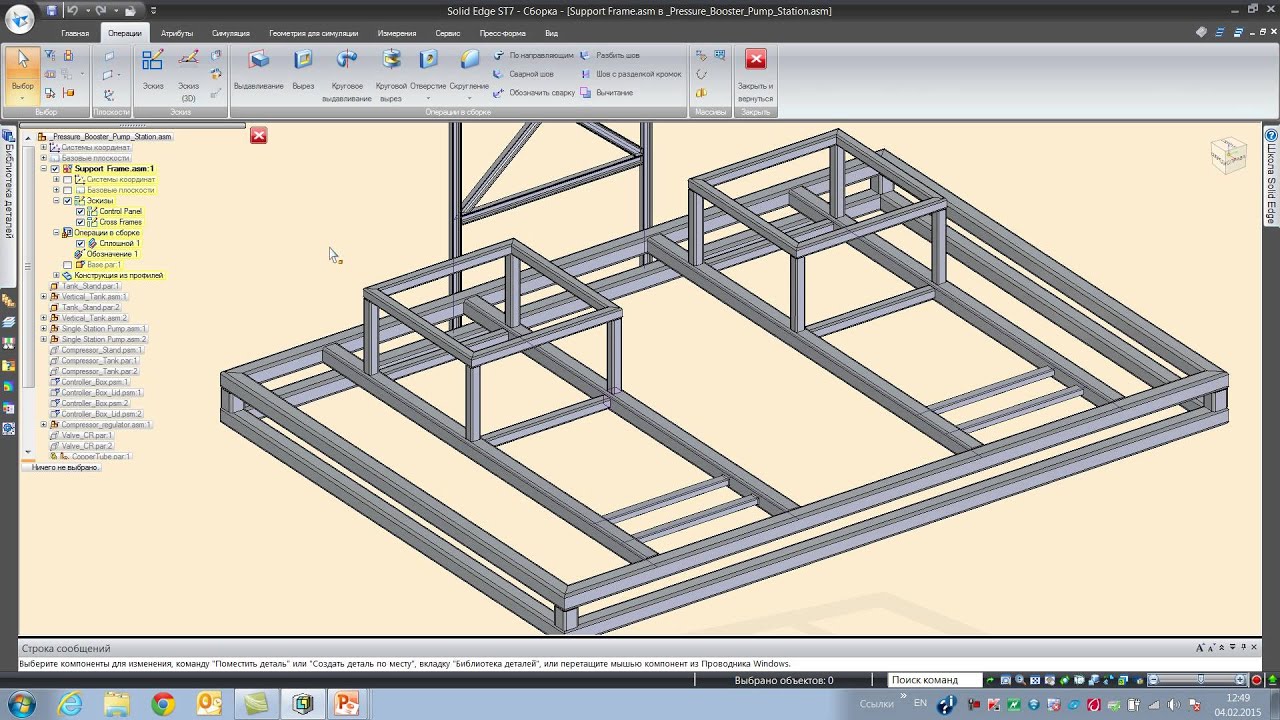
Процесс проектирования:
Разработка эскиза и определение концепции решения задачи;
Расчёт запаса прочности конструкции и металлоёмкости;
Компьютерная корректировка эскиза модели;
Согласование откорректированного эскиза с технологической службой;
Проектно – конструкторские работы;
Привязка Проекта к инженерным коммуникациям;
Составление рабочей документации;
Техническая экспертиза разработанной документации;
Согласование всей Технической Документации;
Составление калькуляции для определения цены изделия;
Передача чертежей и документации в производственный отдел.
Проектирование металлических конструкций производится в соответствие с требованиями ГОСТов и другой нормативно – технической документацией.
Исходные данные для проектирования технологического процесса изготовления сварных конструкций
--- Надежность и долговечность сварных конструкций, их экономичность в изготовлении и эксплуатации являются основными показателями качества технологического процесса изготовления конструкций в сборочно-сварочном производстве.
--- При проектировании технологии изготовления сварного изделия разрабатывают комплекс работ, включающий в себя заготовительные, сборочные, сварочные и контрольные операции.
--- Исходными данными для проектирования технологического процесса изготовления сварной конструкции являются чертежи изделия, технические условия и планируемая программа выпуска.
1. Чертежи изделия содержат данные о материале заготовок, их конфигурации, размерах, типах сварных соединений, т.е. решения, которые были приняты конструктором в процессе проектирования изделия и должны быть приняты к исполнению технологом.
Технолог не имеет права вносить изменения в чертежи, поэтому любому отклонению от чертежа должно предшествовать его исправление конструктором.
2. Программа выпуска содержит сведения о числе изделий, которые надо изготовить в течение конкретного срока (например, за год).
Эти цифры служат основанием для выбора оборудования, технологической оснастки, средств механизации и автоматизации.
Кроме того, по программе выпуска производят оценку экономической эффективности этого выбора.
Производственный процесс изготовления изделий включает различные технологические, контрольные и транспортные операции.
Главное требование, определяющее последовательность выполнения этих операций, их содержание и обеспечение оснасткой, — это выполнение заданной программы выпуска изделий высокого качества в кратчайшие сроки при минимальной стоимости.
Условно все конструкции можно разделить на три группы:
группа 1 — особо ответственные конструкции, разрушение которых может привести к человеческим жертвам (сосуды, работающие под давлением, грузоподъемные машины, транспортные устройства и т.п.);
группа 2 — ответственные конструкции, разрушение которых вызывает большие материальные потери (устройства технологических линий, выход из строя которых приводит к остановке всей линии);
группа 3 — неответственные конструкции — все прочие.
Условия эксплуатации конструкции и возможные последствия вследствие ее некачественного изготовления определяют технические условия (требования) к технологии изготовления этой конструкции.
Технические условия на изготовление определенного типа конструкций содержат перечень требований, которые предъявляются к материалам, оборудованию, а также к выполнению технологических и контрольных операций.
Технические условия согласно ГОСТ 15001—69 должны соответствовать требованиям технического задания и стандартов на данный вид продукции, т.е. учитывать опыт проектирования, изготовления и эксплуатации, накопленный при выпуске подобных изделий.
Этапы проектирования сварных конструкций
Существует три этапа проектирования сварных конструкций:
- эскизное проектирование;
- стадия технического проекта;
- рабочее проектирование.
1. На этапе эскизного проектирования выявляют принципиальную возможность обеспечения заданных служебных свойств изделия при различных вариантах конструктивного оформления и оценивают их технологическую целесообразность.
Генеральное конструктивное оформление обычно предопределяется предшествующим опытом создания изделий данного типа.
Выбор форм и размеров отдельных элементов определяется параметрами и особенностями конкретной проектируемой конструкции.
При проектировании этих элементов выбирают:
-- материала свариваемых заготовок, (профиль, марку стали)

-- методы получения заготовок,
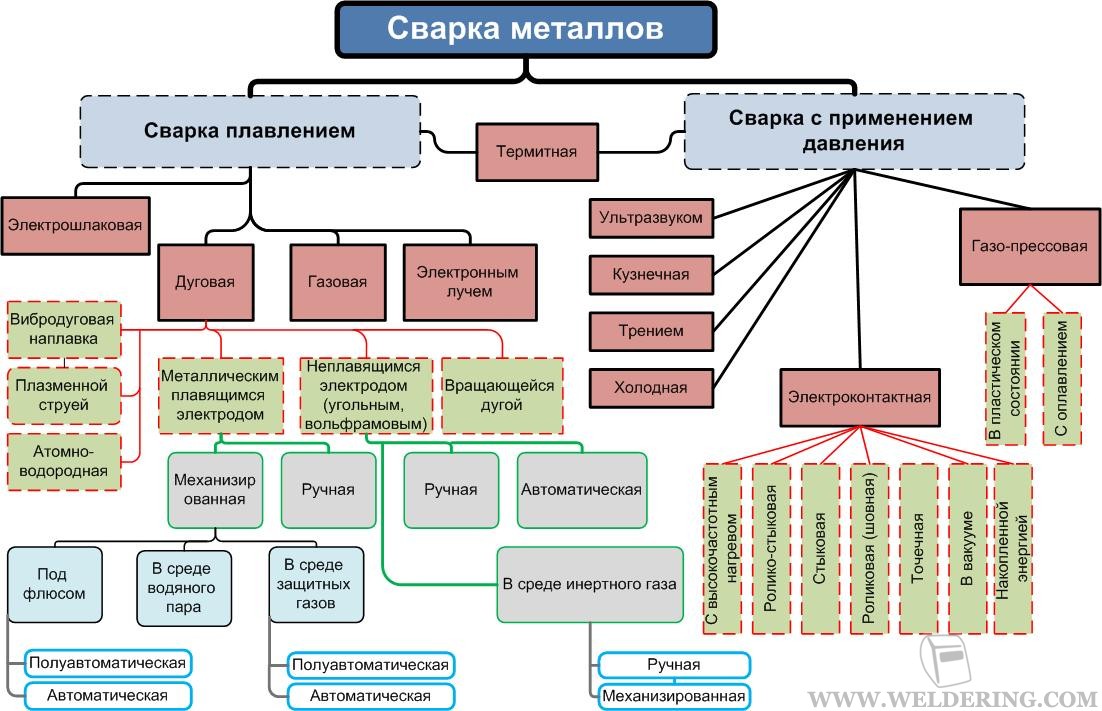
-- способ сварки
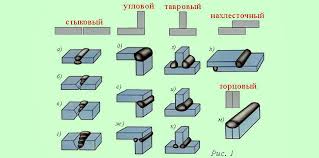
-- конструктор назначает расположение сварных соединений и их тип.
Основные вопросы технологичности сварных конструкций решаются на первом этапе проектирования
Путем умелого использования возможностей компоновки отдельных заготовок и прогрессивных приемов изготовления с помощью сварки.
2. На стадии технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах, которые затем сравнивают по их технологичности и надежности в эксплуатации.
В случае необходимости производят расчеты трудоемкости изготовления, металлоемкости и других показателей.
Не всегда удается изыскать вариант, существенно превосходящей все другие; тогда выбор производят на основании того показателя, который в данном случае является решающим.
3. На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции.
а) В первую очередь прорабатывают:
-- чертежи и технические условия на крупные заготовки, в особенности поставляемые извне,
-- чертежи всех основных узлов и деталей,
-- технические условия на изготовление, сборку, монтаж узлов и деталей и их испытания
б) Рабочие чертежи направляют в отдел главного сварщика.
Здесь при разработке рабочей технологии спроектированной конструкции выявляют недостатки, связанные в основном с выбором материалов (по их свариваемости), видов заготовок, размеров швов, характера подготовки кромок, припусков на механическую обработку, допусков формы и размеров, методов контрольных операций.
Необходимые изменения по согласованию с конструктором вносят в чертежи и технологическую документацию до запуска изделия в производство.
в) В ряде случаев при создании новых типов сварных конструкций, освоении новых материалов или сварочных процессов к решению наиболее сложных вопросов привлекают научно-исследовательские организации.
Рациональное построение технологических процессов изготовления сварных конструкций
Для проектирования технологического процесса исходными данными являются:
А) чертеж изделия;
Б) технические условия на его изготовление;
В) планируемая программа выпуска.
А) Чертеж изделия.
- В процессе создания конструкции и оформления чертежей конструктор решает ряд вопросов технологического характера:
расчленение сварного изделия на отдельные элементы,
выбор материалов и методов получения заготовок.
- Учитываются следующие факторы:
данные о свариваемости выбранных материалов,
возможности использования того или иного способа сварки,
доступность сварного соединения и удобство его выполнения.
- Конструктивное оформление сварных соединений конкретизирует решения конструктора в части выбора метода и приемов сборки и сварки.
- Так, данные чертежа о разделке кромок под сварку предопределяют метод сварки, положение изделия при сварке, допустимые зазоры при сборке под сварку и т. п.
- Указанные на чертежах величины допусков на размеры отдельных деталей и готового изделия, а также величины припусков на обработку после сварки - определяют требования к точности сборки и ограничению деформаций от сварки.
Б) Технические условия (ТУ)
- Технические условия на изготовление определенного типа конструкций (ТУ) содержат перечень требований, которые следует предъявлять - к материалам, оборудованию и выполнению технологических операций на разных стадиях процесса производства.
- ТУ являются кратким изложением опыта проектирования, изготовления и эксплуатации, накопленного в данной отрасли производства.
- Проектирование технологических процессов изготовления должно выполняться, как правило, в соответствии с требованиями ТУ.
- Необходимость отклонения от них в каждом отдельном случае должна быть достаточно обоснована.
В) Программа выпуска.
-- Содержит сведения - о числе изделий, которое необходимо изготовить в течении конкретного срока (например, за год).
-- Служит основанием для выбора оборудования, технологической оснастки, средств механизации и автоматизации.
-- По программе выпуска производят оценку экономической эффективности указанного выше выбора.
-- Производственный процесс изготовления изделий включает различные технологические, контрольные и транспортные операции.
Главное требование, определяющее последовательность выполнения этих операций, их содержание и обеспечение оснасткой – это выполнение заданной программы выпуска изделий в кратчайшие сроки при минимальной стоимости.
Последовательность выполнения основных сборочно-сварочных операций определяется выбором варианта членения конструкции на технологические узлы, подузлы и отдельные детали.
Оптимальность членения определяется следующими соображениями:

- На монтажной площадке условия труда, возможности применения высокопроизводительной оснастки и средств контроля качества менее благоприятны, чем на заводе.
Поэтому изделия больших габаритов целесообразно расчленять на транспортабельные узлы, которые позволяют свести к минимуму работы на монтаже.

- С позиции доступности сварных соединений, удобства их выполнения и последующего послеоперационного контроля сборочно-сварочные работы целесообразно выполнять путем последовательного укрупнения отдельных элементов в подузлы и узлы с последующей общей сборкой изделия.
- Такое чередование сборочных и сварочных операций облегчает использование высокопроизводительной сварочной оснастки, но при малой жесткости в узлах могут возникать деформации.
- С позиции уменьшения сварочных деформаций сборка всей конструкции сразу часто оказывается более целесообразной.
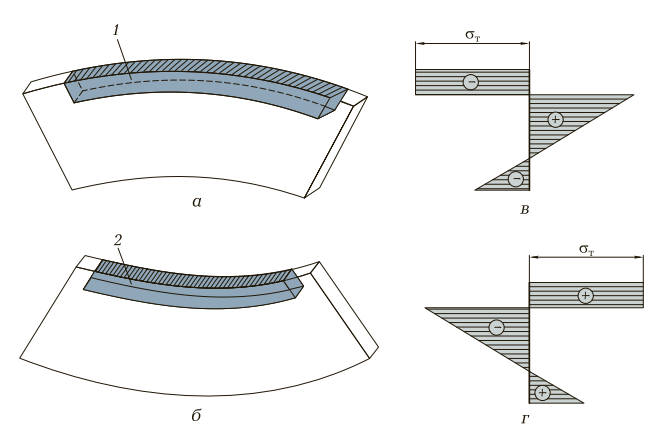
- Для оценки ожидаемых сварочных деформаций и выбора рациональной последовательности сборочно-сварочных операций следует пользоваться расчетными методами.
- Требуемую точность размеров и форм сварного изделия следует обеспечивать рациональным построением технологического процесса, применением правочных работ на стадии заготовки элементов, сборки и сварки отдельных узлов.
- Правка готового изделия является, как правило, крайне трудоемкой и редко применяется.

- Термообработка всей конструкции может существенно усложнять процесс изготовления, особенно в условиях серийного и массового производств.
- Поэтому в случае необходимости улучшения механических свойств, снятия остаточных напряжений или стабилизации размеров в какой-либо зоне конструкции, выгодно выбрать такую последовательность сборки и сварки, которая позволяет производить местную и предварительную термообработку отдельных подузлов и узлов.

- Разработка технологического процесса сварки конструкции должна предусматривать возможности сокращения тяжелого физического труда на основе комплексной механизации и автоматизации производства.
Основные направления механизации и автоматизации сварки конструкций

Под механизацией производственного процесса понимают замену ручного труда работой машин.
При автоматизированном процессе обслуживающий персонал выполняет лишь функции наладки и наблюдения за работой приборов и систем управления.
Систему управления составляют механизмы и средства связи, обеспечивающие точное и согласованное во времени взаимодействие рабочих и вспомогательных агрегатов и устройств.
В области сварочного производства трудовые затраты собственно на сварочные работы обычно не превышают 30%. Большой объем занимают заготовительные, сборочные и вспомогательные, особенно транспортные операции.
Следовательно, повышение производительности только сварочных работ не может дать существенного эффекта.
Отсюда необходимость комплексной механизации и автоматизации, охватывающей не только основные операции (заготовительные, сборочные, сварочные, отделочные), но и вспомогательные (транспортные, контрольные) операции.
Совершенствование производства сварных конструкций на ряду с применением специальных приспособлений и механизмов требует и рациональной их компоновки. При этом требования как к механизмам, так и к компоновке определяются характером производства.
-- Для серийного и мелкосерийного производств требуются универсальные устройства, пригодные для работы в широком диапазоне типоразмеров заготовок и изделий.
-- Для крупносерийного и массового производств используют более производительное специальное оборудование в составе поточных, автоматических и роторных линий конкретного целевого назначения.
Создание таких линий требует больших затрат на проектирование, изготовление и монтаж, тогда как в случае смены выпускаемой модели изделия, эти линии переналадке обычно не поддаются.
Более целесообразны переналаживаемые гибкие автоматизированные производственные системы (ГАПС).
Гибкой Системой можно назвать ту систему, состоящую из универсального станка и квалифицированного рабочего.
Универсальность промышленных роботов (ПР) дает возможность автоматизировать практически любые операции, выполняемые человеком, а быстрота смены программы позволяет обеспечить туже гибкость, которой обладает производство, обслуживаемое человеком.
Использование роботов позволяет создавать сварочные автоматические линии и робототехнические комплексы.
Вопросы:
- Какие качества (исходные данные) требования предьявляются к сварным конструкциям при их проектировании?
- Что должны содержать (какую информацию) Чертежи изделия?
- Что включает в себя процесс изготовления, и какие требования предъявляются, при создании Технической Документации на изделие (МК)?
- На какие группы делятся металлоконструкции (МК) по условиям эксплуатации?
- Какие существуют Этапы проектирования МК, и их особенности, что главное в выборе, что учитывают при проектировании МК?
- Что является исходными данными при постороении Технологических процессов для изготовления МК?
- Что такое ТУ, и какие условия необходимы, чтобы использовать ТУ?
- Для чего необходимо использовать «членение», и при каких условиях?
- Что включает в себя – «Совершенствование производства», и при каких условиях это целесообразно?
- Что включает в себя понятие – «Универсальность», при изготовлении МК?
- Что включает в себя Процесс Проектирования МК?
- Для чего составляется КАЛЬКУЛЯЦИЯ при проектировании МК?