МДК.02.02 Основы проектирования технологических процессов — ТЕХНОЛОГИЯ ПРОИЗВОДСТВА БАЛОЧНЫХ, РАМНЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
Оглавление / Contents
- Контрольные вопросы к разделу "Технология изготовления балок"
- Технология изготовления балок двутаврового и коробчатого сечения
- Что собой представляет металлоконструкция Балка, на какие нагрузки предназначена работать?
- Что такое балка двутаврового сечения, на какие нагрузки предназначена работать?
- Какая балка, какого сечения предназначена на нагрузки при действии крутящего момента?
- Что такое Балка коробчатого сечения?
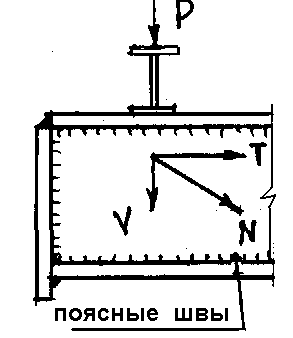
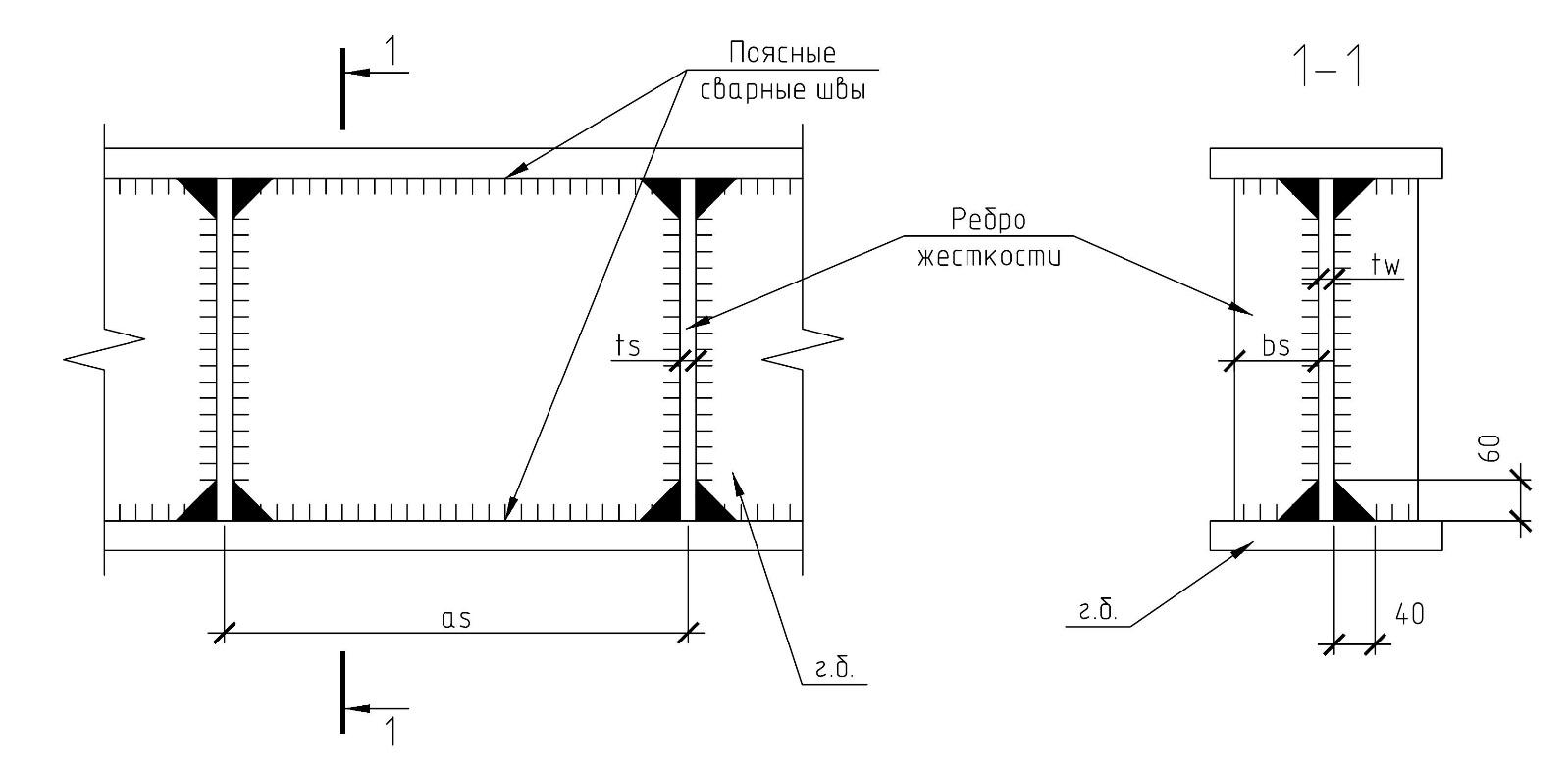
- Что такое поясные сварочные швы, в каких конструкциях использую?
- Из чего, каких конструктивных элементов (профиля) изготавливают балки: двутавровые и коробчатого сечения?
- Что нужно учитывать при сборке и сварке балок?
- Для этого используют позиционеры-кантователи?
- Что собой представляет Цепной кантователь, и как работает?
- Как изготавливается собирается и сваривается Балка, какова технология изготовления?
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА БАЛОЧНЫХ, РАМНЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
Вопросы к изучению:
Технология изготовления балок двутаврового и коробчатого сечения
Технология изготовления рамных конструкций
Сборка и сварка решетчатых конструкций
Технология изготовления балок двутаврового и коробчатого сечения

Балки — это конструктивные элементы, работающие в основном на поперечный изгиб.
Типы поперечных сечений и размеры сварных балок весьма разнообразны.
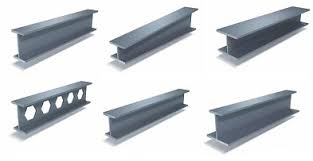
Если нагрузка приложена в вертикальной плоскости, то чаще всего используют балки двутаврового сечения. При приложении нагрузки в вертикальной и горизонтальной плоскостях, а также при действии крутящего момента, целесообразно использование балок коробчатого сечения.

И в тех и в других балках горизонтальные листы (полки) соединяют с вертикальными листами (стенками) поясными сварными швами.
Наиболее широкое применение имеют двутавровые балки.
Обычно такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и последующее закрепление прихватками.
Для этой цели используют сборочные кондукторы с соответствующим расположением баз и прижимов по всей длине балки.
На установках с самоходным порталом зажатие и прихватку осуществляют последовательно от сечения к сечению.

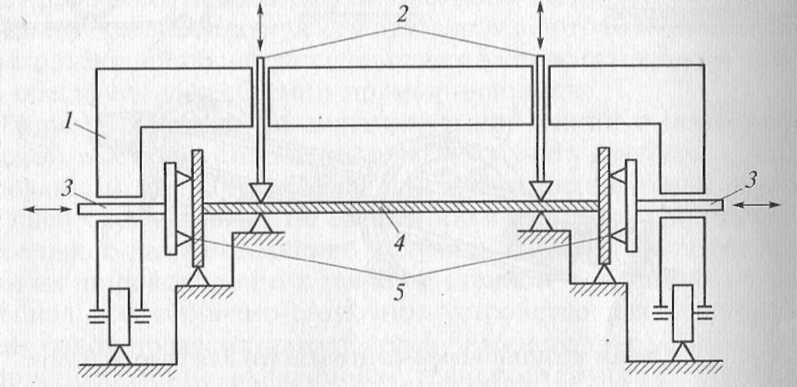
Схема самоходного портала для сборки двутавровой балки: 1 – портал; 2 — вертикальный пневмоприжим; 3 — горизонтальный пневмоприжим; 4 — стенка балки; 5 — пояса балки.
Для этого портал 1 подводят к месту начала сборки (обычно это середина балки), включают вертикальные 2 и горизонтальные 3 пневмоприжимы.
Они прижимают стенку балки 4 к стеллажу, а пояса 5— к стенке балки. В собранном сечении ставят прихватки.
Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки, и операция повторяется.
Вертикальные прижимы 2 позволяют собирать балки значительной высоты, не опасаясь потери устойчивости стенки от усилий горизонтальных прижимов.
При больших размерах двутавровой балки ее пояса и стенки могут быть составными. Такие балки нашли применение при сооружении пролетных строений автодорожных мостов.


При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса.
Приёмы и последовательность сварки швов могут быть различными:
Наклоненным электродом можно одновременно сваривать два поясных шва, однако имеется опасность возникновения подреза стенки или полки.
Сварка наклонным электродом Дуговая сварка, при которой покрытый электрод располагается наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под действием силы тяжести или пружины, а дуга перемещается вдоль шва
Выполнение швов в лодочку обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать балку после сварки каждого поясного шва.

Для этого используют позиционеры-кантователи различных типов.

В кантователе в центрах предварительно собранную па прихватках балку 3 закрепляют зажимами в подвижной (задней) 1 и неподвижной (передней) 2 опорах.
В требуемое положение балку устанавливают, вращая опоры с помощью червячной передачи.
Подвижность задней опоры позволяет сваривать в таком кантователе балки различной длины.
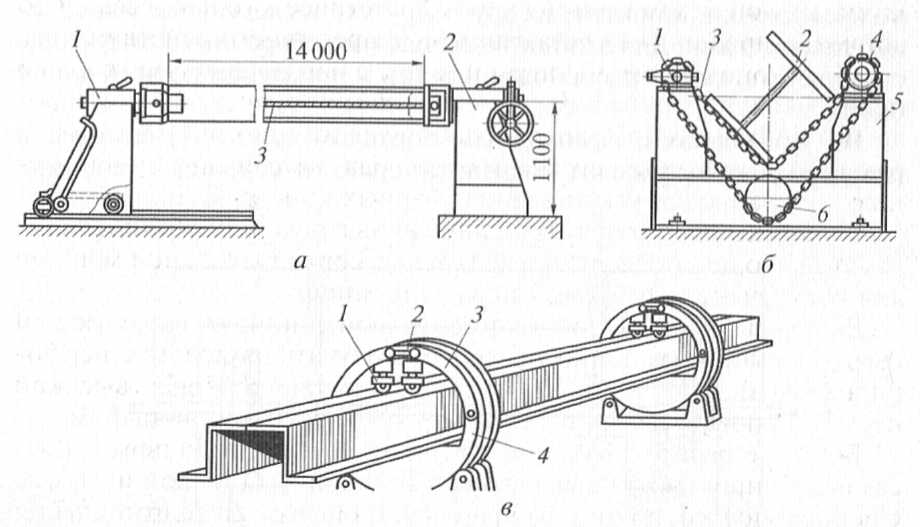
Схемы позиционеров-кантователей для сварки балок:
а — в центрах: 1 — подвижная опора; 2 — неподвижная опора; 3 — балка; б — цепное устройство: 1 — ведомое зубчатое колесо; 2— балка; 3 —цепь; 4 – ведущее зубчатое колесо; 5 — рама; 6 — блок; в — на кольцах: 1 — зажимы; 2 — откидные болты; 3 — откидывающаяся часть; 4 — кольцо
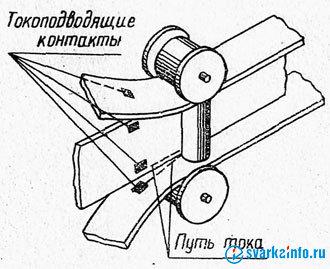
Цепной кантователь состоит из нескольких фасонных рам 5, на которых смонтировано по два зубчатых колеса (ведомое 1 и ведущее 4) и блок 6. Свариваемую балку 2 кладут на провисающую цепь 3. Вращением ведущих звездочек балку поворачивают в требуемое положение.


В некоторых случаях применяют кантователи на кольцах. Собранную балку укладывают на нижнюю часть кольца 4; откидывающаяся часть 3 замыкается с помощью откидных болтов 2 и балку закрепляют системой зажимов 1.
Широкополочные двутавры и тавры с параллельными гранями полок являются наиболее экономичными горячекатаными профилями.

Их использование способствует технологичности конструктивных решений, снижению расхода материала и уменьшению трудоемкости изготовления сварных конструкций.
Технология сборки и сварки