МДК.01.02 Основное оборудование для производства сварных конструкций — Классификация источников питания сварочной дуги
Оглавление / Contents
- Контрольные вопросы по теме: Классификация источников сварочной дуги
- По каким критериям классифицируют источники питания сварочной дуги?
- Что понимается под - Родом тока?
- Какие существуют внешние вольт-амперные характеристики?
- Что значит - зависимые и не зависимые источники питания сварочной дуги?
- Что входит в понятие - Сварочный пост?
- Что значит - Механизированная сварка?
- Для чего предназначены - Специализированные источники питания сварочной дуги?
- Для чего служит - Сварочный преобразователь?
- Что представляет собой Сварочный Генератор, каков его принцип действия?
- Что такое Балластный Реостат, и для чего предназначен?
- Для чего нужен, и где используется Сварочный преобразователь?
- Каково устройство Сварочного Трансформатора, и каков принцип его действия?
- Для чего нужны конденсаторы в Сварочных аппаратах?
- Что такое Сварочный Выпрямитель, его назначение?
- Чем отличается напряжение переменного тока от напряжения постоянного тока?
- Что собой представляет - Диодный мост, и для чего и где используется?
- Что такое сварочный Инвертор, и принцип его работы?
- Что такое - Частота тока, и в чём измеряется?
- В чём преимущество сварочных Инверторов?
- Что такое - "Горячий Старт"?.
Классификация источников питания сварочной дуги
Источники питания можно классифицировать:
- по роду тока - на источники постоянного и переменного тока;
- по виду внешних характеристик - на падающие, пологопадающие, жесткие и универсальные характеристики;
по способу получения энергии - на зависимые и независимые
(или зависимые и автономные), т.е. получающие энергию от стационарной электрической сети или имеющие источником энергии двигатель внутреннего сгорания, агрегатированный с источником питания дуги;
по количеству обслуживаемых постов - на однопостовые и многопостовые;
по применению - на общепромышленные и специализированные.
Классификация по применению:
К общепромышленным, относятся источники питания для ручной дуговой сварки, а также для механизированной сварки под флюсом.
Эти источники предназначены для сварки низкоуглеродистых сталей, толщиной более 2 мм и, как правило, имеют достаточно простую конструкцию и электрическую схему.
К специализированным относятся источники:
- предназначенные для сварки легких металлов и их сплавов,
- тонкой и особо тонкой стали всех марок
- для особо качественных соединений
- работающие сжатыми и импульсными сварочными дугами
- Сварочные преобразователи и агрегаты.
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.

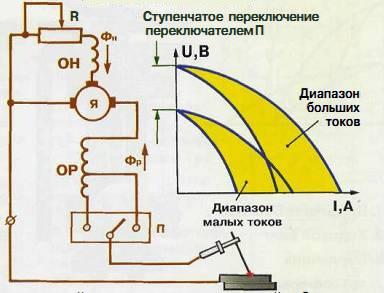
Электрическая схема генератора
ОН - обмотка намагничивающая ОР - обмотка размагничивающая
Фн - магнитный поток намагничивающей обмотки
Фр - магнитный поток размагничивающей обмотки
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения.
Одна (намагничивающая с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки.
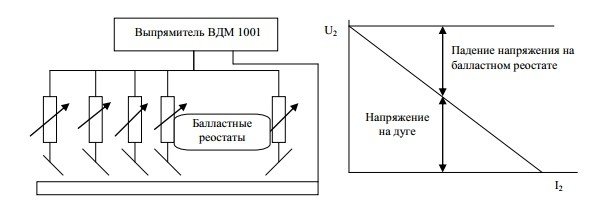
Балластный реостат предназначен для ступенчатого регулирования сварочного тока и компенсации постоянной составляющей сварочного тока при работе от трансформатора.
(используется как дополнительное устройство)

Увеличение сопротивления R приводит к снижению намагничивающего тока, снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает па́дающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой.
В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный преобразователь
Преобразует механическую энергию электродвигателя в электрическую с напряжением и диапазоном токов, необходимых для сварки.
Конструктивно состоит из трехфазного электродвигателя и сварочного генератора с независимым возбуждением.
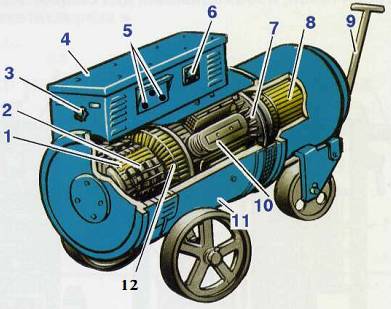
1. Медные пластинки коллектора 2. Щетки генератора
3. Регулировочный реостат4.Распределительноеустройство5. Зажимы
6. Вольтметр7. Вентилятор8. Трехфазный асинхронный двигатель
9. Тяга10. Магнитные полюсы11. Корпус12. Якорь
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Преобразует механическую энергию двигателя внутреннего сгорания(бензинового или дизельного) в электрическую с напряжением и диапазоном токов, необходимыми для сварки.
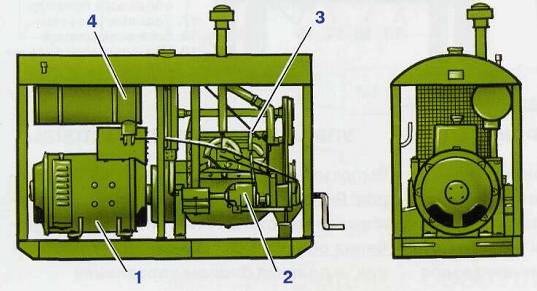
1.Генератор2. Двигатель3. Регулятор скоростивращения
4. Бак с горючим
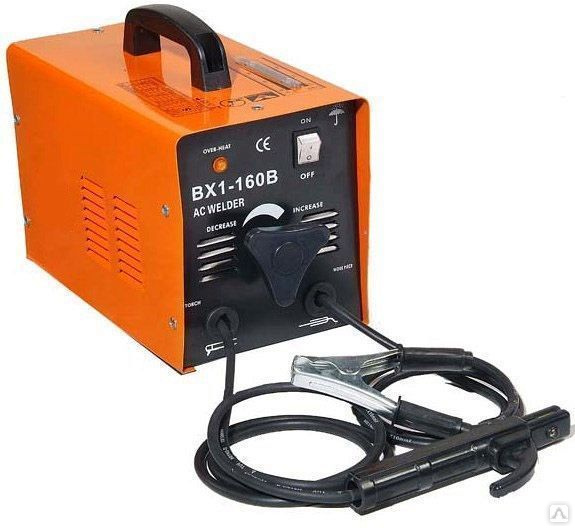
- Сварочные трансформаторы

Большинство сварочных работ выполняется с применением понижающих сварочных трансформаторов.
Это устройство, прежде всего, насыщает дугу необходимым количеством переменного тока.
Для того, чтобы в полном объеме выполнять сварочные функции, кроме трансформатора, в конструкцию аппаратуры входит ряд дополнительных приборов.
Именно они обеспечивают стабильность и качество электрической дуги между деталями и электродом.
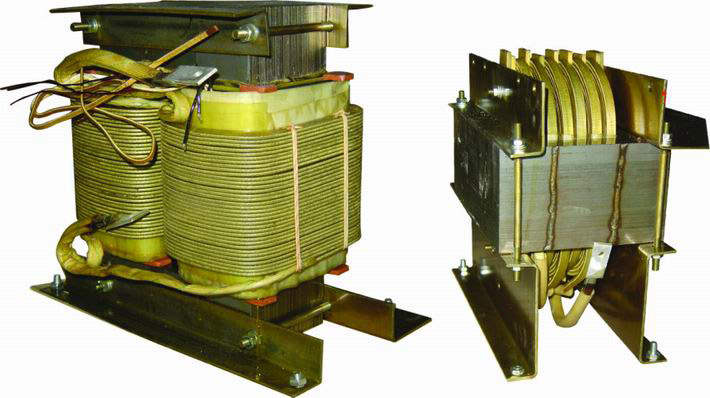
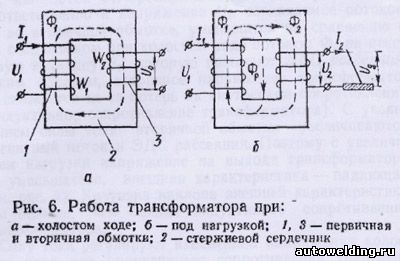
Устройство сварочного трансформатора
Конструкция сварочного трансформатора состоит:
- из силового трансформатора
- и устройства для регулировки сварочного тока.
Для того, чтобы повысить основные параметры дуги, могут использоваться различные дополнительные устройства:
- переключатели, клеммы, провода.
Чтобы сварочный процесс протекал нормально, фазы тока и напряжения должны иметь большой сдвиг.
Тем самым, обеспечивается устойчивое зажигание электрической дуги переменного тока.
При нагрузках в рабочем режиме, потребляемая мощность сварочного трансформатора значительно возрастает.
Уменьшить потери магнитного поля можно путем различных регулировок, управляющих его рассеиванием.
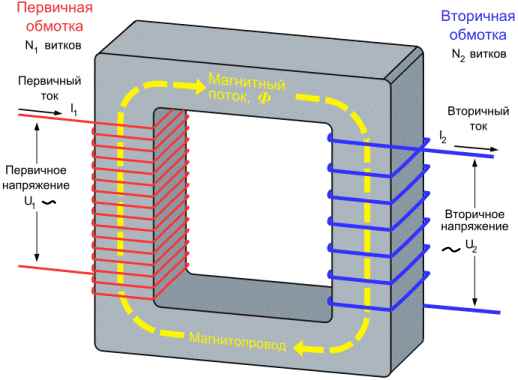
Принцип действия сварочного трансформатора
В основе работы сварочной аппаратуры данного типа лежит максимальная отдача мощности.
Вся конструкция рассчитана на высокое значение напряжения при бытовой или промышленной сварке.
Тем не менее, все трансформаторы отличаются между собой, как по внешним параметрам, так и по способу регулировки сварочных режимов.

Составляющие сварочного трансформатора

При этом, должно обеспечиваться стабильное сварочное напряжение с необходимым значением.
Ровное и постоянное горение дуги обеспечивается путем изменения напряжения.
Одним из принципов работы аппаратуры является уменьшение стандартного напряжения электрической сети до режима холостого хода, при котором трансформатор поддерживает рабочее напряжение дуги.
Как правило, это значение составляет от 60 до 80 вольт.
Именно дуга позволяет уменьшить напряжение до определенного значения, позволяющего выполнять сварочные работы. Постоянство напряжения напрямую влияет на качество дуги.
Если на входе в трансформатор образуются скачки напряжения, сварочная дуга может прерываться.
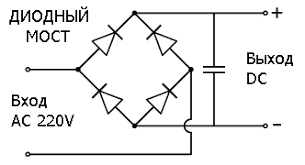
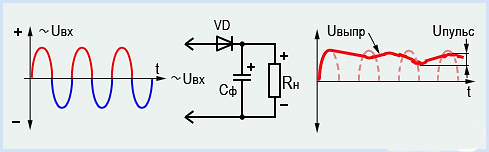
Для сглаживания таких скачков используются специальные регуляторы или конденсаторы с большой ёмкостью, играющие роль фильтров.


Сварочные выпрямители.

- являются устройствами для преобразования напряжения переменного тока в напряжение постоянного тока для получения сварочной дуги.

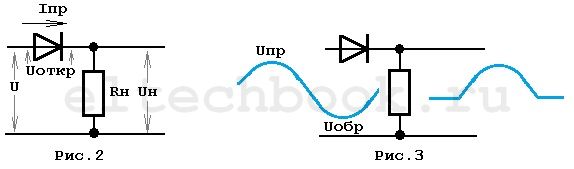
Сварка на постоянном токе имеет преимущества по сравнению со сваркой на переменном токе:
- повышается стабильность горения дуги из-за отсутствия нулевых значений сварочного тока,
- увеличивается глубина проплавления свариваемого металла,
- снижается разбрызгивание металла,
- повышается прочность металла шва,
- снижается количество дефектов шва.
Поэтому сварку ответственных соединений лучше выполнять на постоянном токе.
Некоторые металлы свариваются на постоянном токе, например, высоколегированные и теплоустойчивые стали, чугуны, титан, сплавы на основе меди и никеля.
Элементами сварочного выпрямителя являются:
- силовой трансформатор,
- выпрямительный блок на полупроводниковых приборах,
- устройства пуска,
- устройства регулирования,
- устройства защиты,
- устройства измерения,
- устройства охлаждения.
В сварочных выпрямителях желательно применение трехфазного тока, при котором меньше пульсации выпрямленного напряжения.
Силовые трансформаторы для питания выпрямительного блока по принципу действия и устройству сходны с трансформаторами для сварки на переменном токе.
Для выпрямления тока используются неуправляемые полупроводниковые диоды или управляемые полупроводниковые тиристоры.

Важными элементами сварочного выпрямителя являются:
- радиаторы охлаждения
- вентилятор, включающийся перед пуском выпрямителя
- элементы защиты от токовых перегрузок и перегрева.
Регулирование сварочного тока в выпрямителях осуществляется электромеханическим или электрическим методами.
Одним из способов электромеханического регулирования тока сварки является применение выпрямителей с трансформаторами, имеющими секционированные обмотки высшего напряжения которые могут включаться последовательно переключателем.
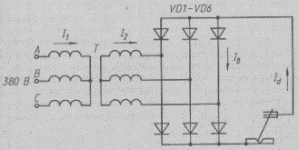
Упрощенная принципиальная схема сварочного выпрямителя:
Т— трансформатор понижающий; VD1-VD6 — блок выпрямительных вентилей; Iв — ток вентиля; Id — выпрямленный ток
При этом происходит ступенчатое изменение тока во вторичной цепи силового трансформатора.
Такие выпрямители просты в изготовлении и надежны в эксплуатации, их применение целесообразно для полуавтоматической сварки в среде защитных газов, так как они имеют жесткую внешнюю характеристику.
Ступенчатое изменение силы сварочного тока может производиться с применением вольтодобавочных трансформаторов, обмотки которых включаются согласно или встречно со вторичными обмоткам силового трансформатора.
Плавное изменение тока в пределах каждой ступени производится изменением напряжения в первичной обмотке вольтодобавочного трансформатора.
Электрические схемы регулирования сварочного тока в сварочных выпрямителях применяются в выпрямительных блоках или после них.
Распространенной схемой регулирования сварочного тока является схема с применением тиристоров.

При этом регулирование сварочного тока производится изменением времени открытия Тиристоров в течение полупериода напряжения, получаемого от трансформатора.
Это время открытия тиристоров изменяется системой импульсно-фазового управления и называется углом регулирования.
Получается плавная регулировка тока сварки, которую можно осуществлять и дистанционно, и получается дуга с высокой стабильностью работы.
Электрическая схема, показывающая принцип действия сварочного трехфазного выпрямителя, которая является упрощенной. На схеме показаны только сварочный трансформатор и блок полупроводниковых диодов со сварочной дутой.
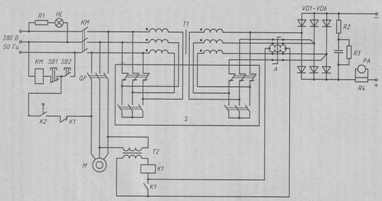
Принципиальная электрическая схема сварочного выпрямителя:
КМ - магнитный пускатель включения выпрямителя;
Т1 - трансформатор понижающий;
Т2 - трансформатор в цепи управления
А - магнитный усилитель;
К1 - реле защиты от аварийных режимов;
К2 - реле контроля работы вентилятора;
М - электродвигатель;
S - переключатель обмоток трансформатора на схемы "звезда - звезда" или "треугольник - треугольник"
Переключение диапазонов изменения сварочного тока осуществляется переключением первичных и вторичных обмоток трансформатора Т1 в «треугольник—треугольник» (диапазон больших токов) или в «звезду—звезду» (диапазон малых токов).
Такое переключение диапазонов обеспечивает изменение величины сварочного тока в три раза без дополнительного расхода активных материалов.
Плавное регулирование тока внутри диапазона производится за счет изменения расстояния между катушками первичного и вторичного напряжений трансформатора Т1.
- Сварочный инвертор

Сварочные инверторы - это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.

Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.

Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.

В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах.
Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока.
Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции:
«Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока.
«Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью.
«Arc Force» - для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
+++++++++++++++++++++++++++++++++++++++++++++
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль.
Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель.
Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.

Дуговая сварка – ответственная работа! Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории.
Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного.
Низкое напряжение, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается».
Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения.
Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
Вывод
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва.
У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную.
Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой.
Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный.