МДК.01.02 Основное оборудование для производства сварных конструкций — Источники питания сварочной дуги
Оглавление / Contents
- Контрольные вопрсы к Лекции: 1
- Что такое – Источники питания сварочной дуги?
- Что относится к Источникам сварочной дуги?
- Что такое Вольт-Амперная Характеристика?
- При каких условиях в ВАХ происходит соответствие падающему участку характеристики дуги?
- При каком сварочном процессе сила тока больше, чем при ручной сварке, когда характеристика переходит в пологий и частично возрастающий участок?
- Что подразумевается под - плотностью тока?
- Что относится к технологическим требованиям Источников сварочной дуги?
- Что такое – напряжение Холостого хода?
- Что такое – мощность тока?
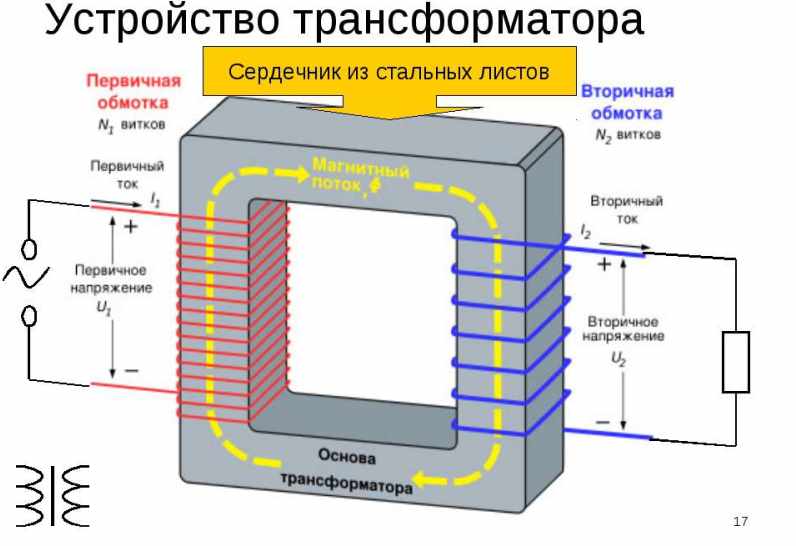
- Для чего служит Трансформатор?
- Устройство Трансформатора, из каких частей состоит?
- Какие режимы работы существуют у Источников сварочной дуги?
- Какие Источники сварочной дуги работают Перемежающемся режиме?
- Какие Источники сварочной дуги работают Повторно-кратковременном режиме?
- Какие Источники питания сварочной дуги (сварочного процесса) соответствуют крутопадающими характеристикам?
- Какие источники питания сварочной дуги (сварочного процесса) соответствуют пологопадающим характеристикам?
- Какие источники питания сварочной дуги (сварочного процесса) соответствуют жёстким характеристикам?
- Что такое Сварочный генератор?
- Для чего служит Балластный Реостат?
- Что относятся технико-экономическим показателям Источников сварочной дуги?
Лекция: 1
Основное оборудование для производства
сварных конструкций
МДК.01.02.
Источники питания сварочной дуги
Общие требования к источникам питания для дуговой сварки.
- Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания


Внешняя характеристика источника питания
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации
происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
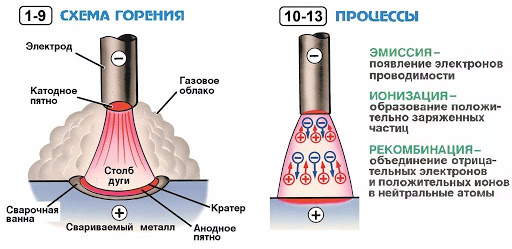
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным.
На этом участке она подчиняется закону Ома - ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги.
При ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен.

Эти условия соответствуют падающему участку характеристики дуги.

При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок.

Сварка в углекислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Технологические требования и технико-экономические показатели источников питания сварочной дуги.
К технологическим требованиям относятся:
- обеспечивать необходимые для данного технологического процесса силу тока дуги и напряжение дуги;
- иметь необходимый вид внешней вольт-амперной характеристики, чтобы выполнить условия стабильного горения дуги;
- иметь такие динамические параметры, чтобы можно было обеспечить нормальное возбуждение дуги и минимальный коэффициент разбрызгивания.
Обычно напряжение холостого хода источников питания сварочной дуги составляет 70—90 В.
Мощность определяется силой необходимого сварочного тока для данного технологического процесса.
Для снижения расхода электроэнергии при сварке и обеспечения падающей внешней характеристики необходимо правильное соотношение магнитных потоков в магнитных цепях источников питания.

К технико-экономическим показателям относятся:
- коэффициент полезного действия (к.п.д.),
- коэффициент мощности (cos φ),
- габаритные размеры,
- масса,
- показатели надежности,
- эргономические показатели,
- технологические показатели конструкции источников,
- соответствие правилам безопасности.
- Режимы работы источников питания
- (сварочных аппаратов)

- Для сварочных источников питания существует два основных вида режима работы - перемежающийся и повторно-кратковременный.
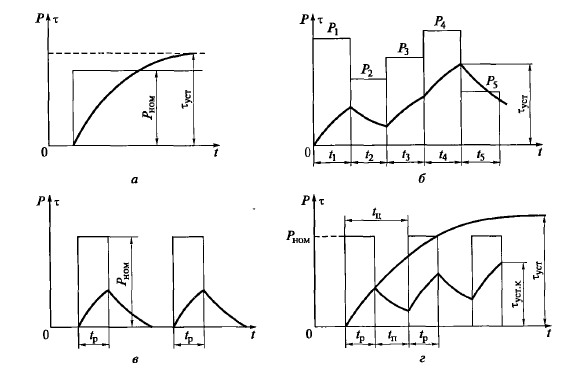
- При перемежающемся режиме работа под нагрузкой (собственно сварка, то есть время горения дуги) чередуется с работой на холостом ходу, когда источник питания не отключается полностью от сети питания; в таком режиме работают источники питания для ручной дуговой сварки (метод ММА).
- При повторно-кратковременном режиме работа под нагрузкой чередуется с паузами, во время которых источник полностью отключается от сети питания; такой режим характерен для механизированной и автоматической сварки (методы MIG/MAG и SAW).
- Для источников питания, работающих в перемежающемся режиме, используется характеристика: Продолжительность Нагрузки (ПН).
- tд – время горения дуги
- tх – время работы источника на холостом ходу
- TцПН – длительность одного полного цикла работы (время горения дуги + время работы источника на холостом ходу)
- Для оценки ПН, время полного цикла работы (время горения дуги + время работы источника на холостом ходу) обычно выбирают равным 5 или 10 минутам.
- Показатель ПН, указанный в характеристиках источника питания, будет показывать чистое время горения дуги в течение одного полного цикла, то есть ПН, равный 35%, соответствует - времени горения дуги в течение 1 минуты 45 секунд за цикл 5 минут или 3 минуты 30 секунд за цикл 10 минут.
- Для источников питания, работающих в повторно-кратковременном режиме, используется характеристика - Продолжительность Включения (ПВ).
- tд – время горения дуги
- tот – время отключения источника от сети
- TцПВ – длительность одного полного цикла работы (время горения дуги + время отключения источника)
- Для оценки ПВ время полного цикла работы (время горения дуги + время отключения источника) обычно выбирают равным 10 минутам.
- Показатель ПВ из технических характеристик источника питания также показывает чистое время горения дуги в течение одного полного цикла, то есть - ПВ, равный 60%, соответствует времени горения дуги в течение 6 минут при последующем отключении на 4 минуты для охлаждения источника питания.
- Показатели ПН/ПВ считаются признаком, который отличает бытовое оборудование от промышленного.


- Отличия касающиеся параметров:
- Во-первых, определение «бытовое» вообще мало применимо к сварочному оборудованию и скорее уместнее применять термины «профессиональное оборудование» или «оборудование для профессиональных мастерских».
- Во-вторых, считается, что для промышленного сварочного оборудования величина ПН/ПВ должна быть не менее 60%.
- Однако не следует забывать, что при ручных методах сварки MMA, TIG и MIG/MAG (то есть те сварочные процессы, при которых сварщик осуществляет перемещение сварочной горелки или электрода по стыку вручную) максимальная длина шва, который может быть выполнен сварщиком за одну установку, вряд ли может быть более 1 м.
- После этого сварщик должен или перепозиционировать деталь, или сам переместиться вдоль стыка.
- Естественно, при этом сварка будет на какое-то время прекращена, и рабочий цикл закончится. По опыту для полуавтоматов с током 350 - 500 А величина ПВ 45-50%.
- Особенности в применении ВАХ по видам сварки
Ручная дуговая сварка

Одна из особенностей ручной сварки - частое изменение длины дуги.
Оно связано с манипуляцией электродом, то есть плавлением и подачей электрода в центр св. ванны, а также выполнением швов в неудобных местах.
Особенно частые колебания длины дуги возникают при недостаточной квалификации сварщика.
Для стабильности процесса сварки, требуемой глубины проплавления и качества шва необходимо, чтобы сила тока при колебаниях длины дуги изменялась минимально.
Если при ручной дуговой сварке использовать источник питания с пологопадающей ВАХ, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении возможен прожог из-за большой силы тока.
Поэтому при ручной сварке применяются источники с крутопадающей ВАХ, обеспечивающей стабильность процесса.