МДК.01.02 Основное оборудование для производства сварных конструкций — Основное оборудование для производства сварных конструкций
Оглавление / Contents
- Основное оборудование для производства сварных конструкций
Основное оборудование для производства сварных конструкций
Этапы типового технического процесса производства сварных конструкций

Производство сварных конструкций – это технологический процесс, разделённый на определенные этапы и требующий интегративного подхода.
Комплексность заключается не только в самом процессе сварки (методах и режимах), но и в создании новых материалов, повышающих надежность конструкции в местах соединения.
К примеру, разработка новых марок сталей для их использования в промышленности (они идеально подходят для производства сварных изделий) или новые процессы расчета и соединения сварных конструкций с приспособлением их под текущие задачи.
К технологии сварки изделий можно отнести создание современных материалов и оборудования, а также исследования и апробацию процессов соединения, которые повысят эффективность производства.
Причина! – в развитии различных направлений строительства и производства, они ставят новые задачи и для них разрабатываются все более сложные конструкции.


Новые изделия требуют применения разных методов сварки:
ручной электродуговой, автоматической или полуавтоматической.
С использованием флюса или защитных газов...
Сварные соединения также могут различаться: есть тавровые, угловые, стыковые, торцевые и пр.
Процесс производства сварной конструкции начинают с ее расчета и подготовки технической документации.
Затем следует
На последнем этапе – контроль мест сварки.
Все перечисленные ступени сварочного процесса важны и взаимосвязаны.
Они обеспечивают качество производимого изделия с заданными свойствами.
И весь этот процесс называется сварочным производством!
которое организуется в соответствии с особенностями различных отраслей машиностроения.

Еще одним существенным этапом производства является подготовка заготовок к сварочным работам.
Речь идет об их кромках, они обрабатываются под углом вручную – механически специальным оборудованием (кромкорезы, фаскосниматели) а также шлифовальной машиной.


Важен не только сам факт обработки, но и форма.
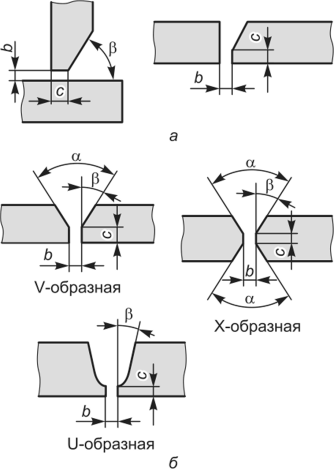
Наиболее эффективной считается Х-образная, поскольку она способствует наименьшему наплавлению металла при соединении. Соответственно повышается и качество шва.
СБОРКА МЕТАЛЛОКОНСТРУКЦИЙ

Сборка сварной конструкции – один из самых важных этапов всего производства. От нее зависит качество самого сварного соединения.
Процесс сборки достаточно трудоемкий и требует повышенного внимания.
При производстве изделия он может занимать до 50 % всего времени, отведенного на изготовление конструкции.
К сборке применяются следующие требования:
размеры должны полностью соответствовать проектным;
зазоры должны быть постоянных размеров и правильно расположены;
места расположения деталей конструкции должны соответствовать проектной документации;
углы и плоскости изделия обязаны пересекаться с большой точностью;
стыковое соединение деталей должно происходить с минимальными допусками смещения.
Технология производства сварных конструкций разрабатывается для каждого изделия индивидуально.
И должна соответствовать комплекту технической документации, имеющемуся в распоряжении производителя, оборудованию для производства сварной конструкции и требованиям к изделию.
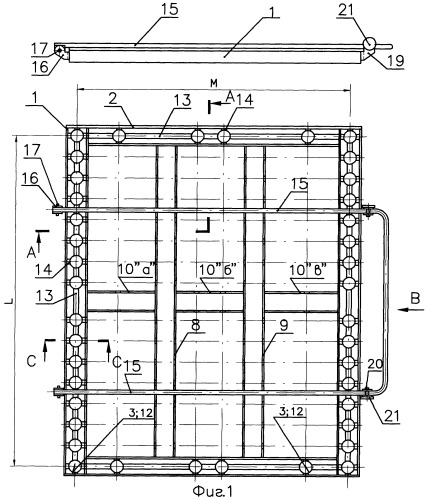
СВАРНЫЕ ПРОФИЛЬНЫЕ КОНСТРУКЦИИ
- Преимущества и недостатки производства сварных конструкций
Какие преимущества обеспечивает производство сварных конструкций в сравнении с другими методами обработки металла
Из каких этапов состоит производство сварных конструкций
Как устраняются дефекты производства сварных конструкций

К основным преимуществам сварной конструкции
можно отнести:
качество шва и прочность сварки;
легкость конструкции;
надежность;
удобство применения;
длительный период использования;
экономичность производства.
Помимо достоинств, сварные конструкции имеют и некоторые недостатки, главным из которых является низкая устойчивость к коррозии. Данная проблема решается современными способами производства и обработки металла.
В процессе производства металлические детали конструкции соединяются на молекулярном уровне.
Края деталей расплавляются, переходя в жидкое состояние, и обмениваются молекулами. По прочности такое изделие максимально приближается к цельному.
Важной особенностью сварных конструкций является более низкая их себестоимость по сравнению с клепаными или литыми, которая достигается за счет экономии металла.
Она может достигать 20 %, что существенно влияет на конечную стоимость изделия. Это ведет к повышению рентабельности производства.
Еще одной особенностью является легкость конструкции по сравнению с литыми или соединенными методом клепки, поскольку на изготовление сварного изделия идет меньше металла. Но прочность его выше указанных аналогов.
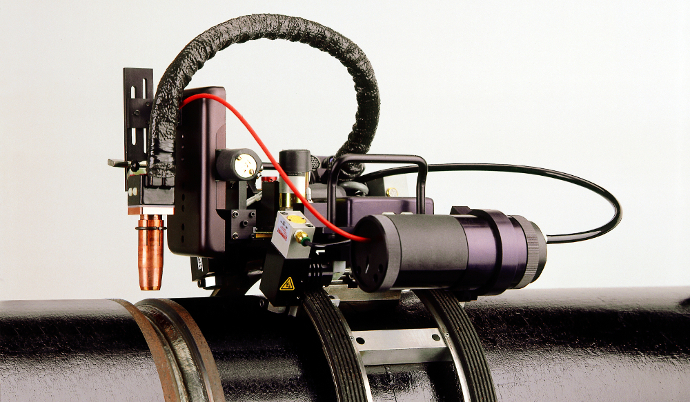
Оборудование для производства сварных конструкций
Для изготовления сварных конструкций необходимо сварочное оборудование.
Оно состоит из: источников питания, вспомогательных устройств и блока управления.
Существует несколько видов таких комплексных устройств, различающихся комплектующими.
Трансформаторы – понижают (преобразуют) напряжение переменного тока, что необходимо для создания электрической сварочной дуги.

Работа таких устройств и их настройка зависит от магнитного рассеивания (увеличенного или простого) и фазовой регулировки – характеристик трансформатора.
Выпрямители – необходимы для преобразования и понижения переменного тока, это влияет на ровность получаемого сварного шва и равномерную прочность.

Состоящие из блока полупроводниковых диодов, выпрямители работают с любыми электродами, сваривая все металлы и их сплавы.
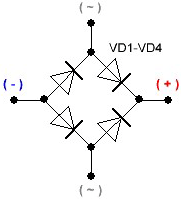
С выпрямителем значительно снижается разбрызгивание металла, что ведет к уменьшению времени на производство, поскольку отсутствует необходимость очистки шва от расплава.
Сварочные Инверторы – сетевой выпрямитель, сглаживающий переменный ток.

Полученный постоянный ток попадает в инвертор. Затем трансформатор высокой частоты и силовой выпрямитель передают постоянный ток, отличающийся стабильностью и большой мощностью.
Такие элементы оборудования позволяют точно настроить аппаратуру для работы с любым электродом и выполнения различных задач.
Полуавтоматы – аппараты для работы в газовой среде.
Газ может использоваться инертный, например, аргон или гелий, а также активный, например, углекислый, азот или кислород.

Выбор газа, применяемого для производства сварных конструкций, зависит от материалов соединяемых деталей.
Электроды подаются к месту соединения автоматически, а настройка параметров сварки происходит либо вручную, либо также в автоматическом режиме.
Использование в производстве сварных конструкций полуавтоматов увеличивает скорость работы.
Одной из причин этого является отсутствие необходимости замены электрода, который поступает к месту сварки автоматически. При этом создается ровный и качественный шов. В основном, полуавтоматы применяются на производстве при больших объемах работ.
Сварочные аппараты TIG – работают как с переменным, так и с постоянным током в инертной защитной газовой среде.

Электроды для сварки – неплавящиеся вольфрамовые или графитовые. Из-за отсутствия расплава требуется применение присадок, часто изменяющих свойства шва.
Точечная сварка – края свариваемых деталей складываются внахлест и зажимаются электродами, после чего через них проходит сварочная дуга, расплавляя металл.
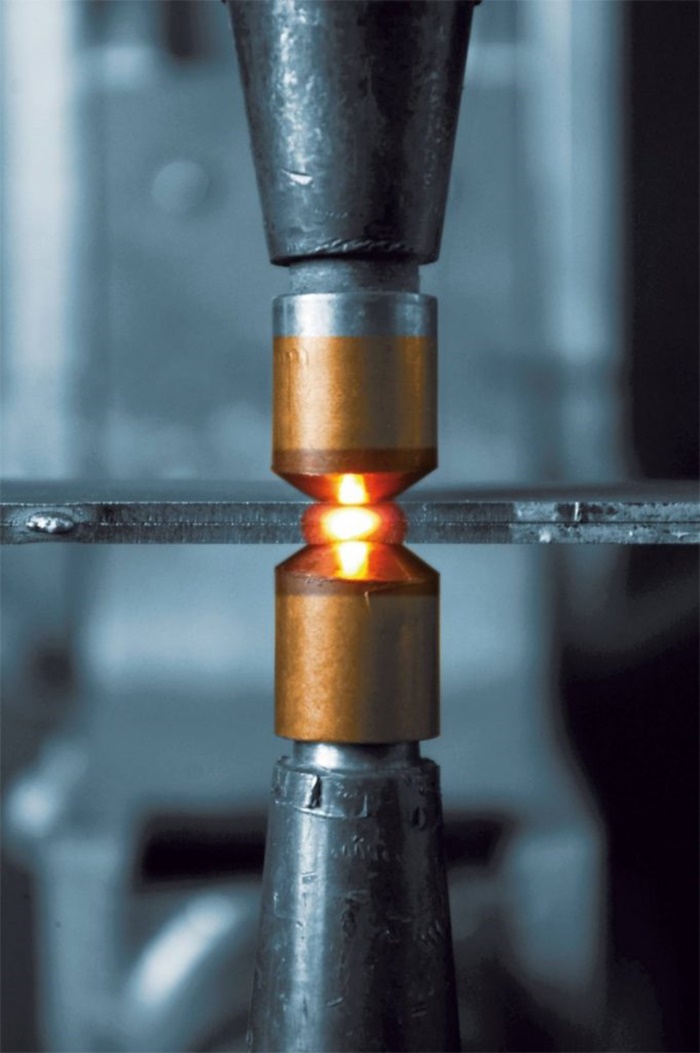
Затем детали сжимаются еще сильнее и выдерживаются в таком положении, в результате металл кристаллизуется. Данный вид сварки применяют для соединения листового металла.
Аппараты плазменной резки – устройства, где плазменная струя, создаваемая ионизированным газовым потоком и электрической дугой, мгновенно разрезает металл.

Данное оборудование применяют на производстве.
В промышленном производстве используют следующие виды сварочного оборудования:
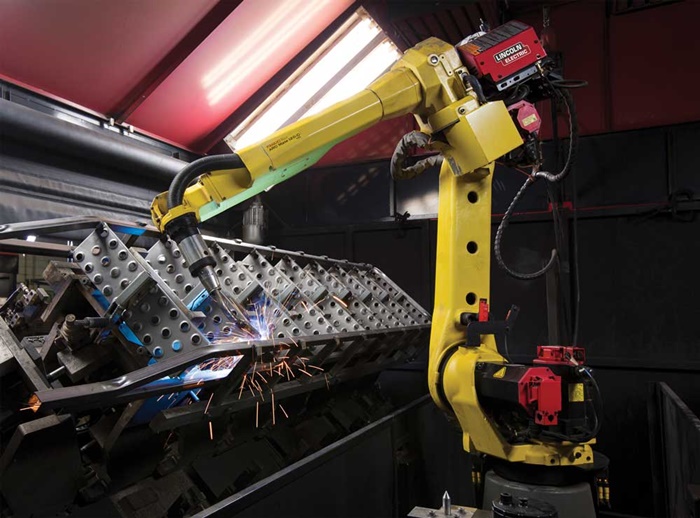
МЕХАНИЗАЦИЯ СВАРОЧНЫХ ПРОЦЕССОВ


сварочные тракторы;
сварочные автоматы, перемещающиеся на самоходных тележках или подвесные;
специализированные сборочно-сварочные устройства.
Сварочное оборудование, применяемое в различных сферах деятельности, различают по объемам и скорости производства, а также качеству сварочного шва.
На крупных предприятиях используют программируемые аппараты со сложными блоками управления.
В личном хозяйстве или на мелких производствах применяют небольшие мобильные агрегаты, которые дают возможность работать в ограниченном пространстве.
Все типы современного сварочного оборудования дают возможность регулировать параметры и выполнять все условия для осуществления качественной сварки.
=======================================
КОНТРОЛЬНЫЕ ВОПРОСЫ
- Что подразумевается под - Производством сварных конструкций?
- В чем заключается - Комплексность при Производстве сварных конструкций?
- Что относится к Технологии сварки, кроме разных процессов сварки?
- Какие существуют основные процессы сварки?
- Что означают цифры указываемые в тех. документации: 111, 135, 136, 141, и какие это сварочные процессы?
- С чего начинается - Процесс производства сварной конструкции?
- Что называется - сварочным производством, и что в него входит?
- Что входит в этап подготовки заготовок к сварочным работам при производстве металлоконструкций?
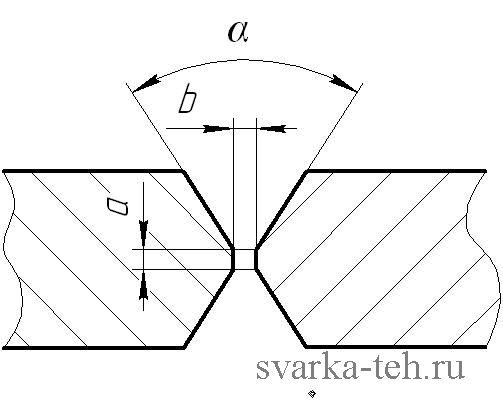
- Какие существуют виды разделки кромок?
- Какие требования предъявляются к сборке металлоконструкций?
- Чему должна соответствовать - Технология производства сварных конструкций?
- Какие преимущества обеспечивает производство сварных конструкций в сравнении с другими методами обработки металла?
- Из каких Этапов состоит производство сварных конструкций?
- Как устраняются дефекты производства сварных конструкций?
- Что входит в понятие - Оборудование для производства сварных конструкций, какие виды оборудования существуют?